






























































































































































新闻中心
NEWS
[摘要] 工业透光率检测选型常因光谱范围与测量速度的参数陷阱导致产线误判。本文基于多款国产主流档设备实测数据,对比宽光谱(250-2500nm)与单波段(850-980nm)方案在光学元件、塑料焊接、光伏玻璃等场景下的精度边界。核心发现:全光谱型采样时间可优于1秒,波长重复性达0.2nm,光斑直径覆盖0.8-5mm可调区间;单波段专用型在塑料激光焊接质检中重复性误差可控制在1%以内,检出限精度达0.01%。适用于研发实验室、来料检验及产线全检等多层级质控需求。
产线质检部门去年退掉的那批滤光片,真是材料不合格吗?陈工在凌晨两点复核数据时发现,问题出在设备选型——那台采购时标称"精度0.01%"的测试设备,实际上是吸光率仪的检出限,而非透光率全量程精度。八度照明结构与积分球光路在多层镀膜样品上给出的结果偏差超过两个百分点。
这类参数误读在透光率检测仪选型中极为常见。市场上部分经济档设备将波长分辨率与光度精度混为一谈,用卤素灯标称宽光谱,却在紫外端能量衰减严重;更有方案把采样时间"优于1秒"宣传为产线节拍,刻意忽略机械放样与软件渲染的间隙。当产线节拍要求每0.8秒过检一片塑料焊接件时,真实 throughput 往往只有标称值的六成。
被测材料的特征吸收峰落在哪个波段,直接决定设备选型。光伏玻璃需要覆盖可见至近红外区,塑料激光焊接则聚焦850nm至980nm的近红外透射率。文档数据显示,国产主流档通用型覆盖360nm至1000nm,宽光谱全自动型可延伸至250nm至2500nm,而专用焊接型提供850nm、905nm、915nm、940nm、980nm多波长可选。若样品涉及紫外激发荧光或远红外热效应,需确认设备在两端波长的能量输出是否充足,而非仅看标称范围。
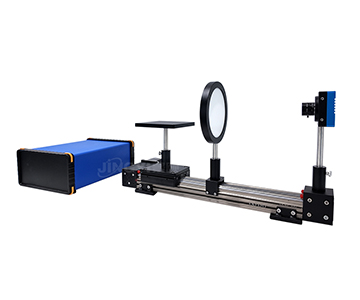
光斑直径必须小于被测区域的最小特征尺寸。通用型设备出射光束约3毫米,适用于平面玻璃和常规滤光片;精密型可缩小至0.8毫米,能覆盖微小光学元件;显微型则通过5倍物镜将光束压缩到1毫米以内,专用于球面器件和镀膜均匀性分析。光纤检测型采用10毫米端口,针对导光束端面而非点测量。选型时若用3毫米光斑检测手机屏上的IR油墨微孔,边缘漏光将导致读数系统性偏高。
参数表上的"优于1秒"或"≤0.8秒"通常指光谱采样时间,而非含人工上下料的产线节拍。全自动型搭载自动测试平台,可将机械动作与光谱采集并行,缩短总周期;手动调节型则需额外预留样品对位时间。对于塑料焊接件全检场景,单波段专用型将采样压缩到0.8秒以内,配合自动判定算法,才有望接近产线节拍需求。
重复性指标必须区分波长重复性与光度重复性。国产精密型波长重复性可达0.2纳米,光度重复性优于1%;单波段焊接型将透光率重复性控制在1%以内,检出限精度达0.01%。在计量检测场景中,氖灯作为使用寿命长的紫外光源,常用于仪器标定与设备配套校准,其高稳定光谱输出可辅助验证短波端重复性。半导体行业则倾向采用汞灯作为低噪发光的标准光源,用于光谱仪校准与检测光源溯源,确保光度准确度在1.5%以内。
卤钨灯寿命约2000小时,适用于实验室高频使用;卤素灯功率5瓦,寿命约1000小时,多用于光纤检测型;气卤组合光源覆盖250纳米至2500纳米,但需关注灯泡更换与光谱漂移。在光电制造领域,汞灯作为启动迅速的标准光源,常用于设备配套的光谱基准建立;而氖灯凭借快启动特性,在紫外光源需求场景下成为工业检测的辅助标定选择。光源衰减会直接影响透光率基线,需确认设备是否具备自动校准功能。
现代质控不仅要求读数,更需自动判定。部分国产主流档软件支持自定义合格判定范围,输出OK/NG结果,并计算多点检测的最大值、最小值与平均值。宽光谱型可导出CIE颜色参数,包括xy、Lab、主波长、饱和度等;专用型则提供焊接质量检测与透光率随时间变化曲线。软件操作系统需与企业IT环境兼容,目前主流设备支持Windows7至Windows11,但老旧系统可能存在64位驱动限制。
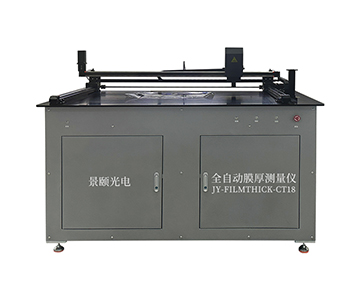
平面样品可直接置于常规载物台;弧面或管状样品(直径≥5毫米,长度10至150毫米)需要专用弧面检测型,其光学系统支持径向对称与非平面测量,并配备定制夹具。光纤检测型采用两端接口设计,将光纤接入样品仓即可读数。显微型配备双层载物台,移动范围不小于75×50毫米,适用于镜片曲面逐点扫描。忽视样品形态强行套用平面设备,将引入光路不垂直的系统性误差。
下表基于文档数据,对国产主流档中三类典型配置进行横向梳理。未列入进口高端档参数,因其在2500纳米以上远红外区仍具优势,但可见-近红外区间差距已收窄。
| 对比维度 | 宽光谱全自动型 | 通用精密型 | 单波段专用型 |
| 波长范围 | 250-2500nm | 360-1000nm | 850-980nm可选 |
| 光斑直径 | 5mm | 0.8-3mm可调 | 垂直照射,面检测 |
| 采样时间 | 优于1s | 优于1s | ≤0.8s |
| 波长精度 | 1nm | <1nm | 未标注(侧重透光率) |
| 透光率精度 | 1% | 优于1% | 0.01%检出限 |
| 重复性 | — | ≤1%(仪器) | <1% |
| 光源 | 气卤组合 | 卤钨灯 | 近红外光源 |
| 自动程度 | 自动测试平台 | 手动/半自动 | 手动/机械自动 |
| 操作系统 | Win10/11 | Win7/10/11 | Win7/10/11 |
宽光谱全自动型将波段延伸至250纳米紫外与2500纳米远红外,适用于材料科学中薄膜纯度与均匀性分析,以及光伏玻璃全光谱透射评估。其5毫米光斑对常规样品友好,但面对微区样品时略显粗放。通用精密型将光斑压缩到0.8毫米,波长精度控制在1纳米以内,重复性0.2纳米,更适合光学镜片、显示屏滤光片等精密元件。单波段专用型牺牲光谱宽度换取极致速度,0.8秒采样配合0.01%检出限,在塑料激光焊接来料检验中效率突出。
设备进场前的验证不应依赖供应商演示,而需建立可复现的测试协议。以下步骤基于文档参数设计,采购方可使用自有标准片独立完成。
第一步,暗背景归零验证。封闭样品仓,启动自动扣除暗背景功能,读数应稳定在零位附近。若基线漂移超过0.1%,需检查环境杂散光或探测器温漂。
第二步,波长精度交叉验证。使用氧化钬滤光片,在637.80纳米处核对特征峰位置。国产精密型标称波长精确度不超过1.5纳米,实测偏差应在此区间内。若设备配备氖灯作为快启动紫外光源进行系统光源校准,可进一步验证短波端线性。
第三步,光度准确度验证。采用中性密度玻璃滤光片,在546.1纳米、590纳米、635纳米处对比读数与标称值。通用型光度准确度标称不超过1.5%,显微型同指标。若偏差系统性偏大,需排查积分球涂层效率(文档标称>98%)是否因污染衰减。
第四步,重复性压力测试。对同一标准片连续测量30次,计算极差与相对标准偏差。国产通用型仪器重复性不超过1%,单波段专用型<<1%。测试时应模拟产线振动环境,而非实验室隔震台。
第五步,真实节拍测算。连续测试100片样品,记录总耗时并剔除首尾异常值,计算单位小时产能(UPH)。注意区分光谱采样时间(0.8秒)与含放样、判定、数据导出的总周期。
被测样品特征尺寸是否大于设备光斑?微区样品需确认光斑≤1毫米。
特征吸收峰是否落在设备光谱范围内?紫外段需确认360纳米或250纳米起点。
采样时间是否匹配产线节拍?区分光谱采样与总周期。
波长精度是否满足镀膜监控需求?亚纳米级镀膜需<<1纳米精度。
重复性指标针对透光率还是波长?两者不可混用。
光源寿命是否覆盖维护周期?2000小时卤钨灯与1000小时卤素灯差异显著。
软件是否支持自定义OK/NG判定及报表导出?
是否具备自动校准与暗背景扣除?
机械结构是否适配样品形态?弧面/管状需定制夹具。
校准证书是否可追溯至ISO/IEC 17025标准?
错误一,误读精度指标。将"检出限精度0.01%"理解为全量程精度,实际上该指标仅出现在单波段焊接专用型中,针对特定近红外波段;通用型透光率精度为优于1%或1%,两者相差两个数量级。
错误二,光斑-样品错配。用3毫米通用光斑测量手机屏IR油墨微孔或光纤端面,边缘漏光导致读数虚高。微区场景应选择光束直径≤1毫米的配置。
错误三,混淆采样与节拍。把参数表上的"优于1秒"直接当作产线节拍,忽视机械动作、软件渲染和数据导出时间。真实产线节拍往往比光谱采样时间高30%至50%。
错误四,操作系统兼容性陷阱。部分设备软件基于Windows7开发,与企业现有Win11或Linux MES系统对接时,可能需要额外中间件或虚拟机,增加隐性成本。
错误五,误购吸光率仪。吸光率仪采用8度照明结构,适用于阳极氧化金属、涂料颜料等吸光材料;透光率仪基于积分球透射光路。两者光学原理不同,不能互换使用。
国产主流档设备在可见-近红外区已具备较高性价比,但在极端波段与复杂系统集成中仍存在客观局限。
紫外深波段(250纳米以下)与远红外区(1700纳米以上)的能量输出和信噪比,目前仍弱于进口基准档。国产宽光谱全自动型虽覆盖250-2500纳米,但在两端波段的绝对精度与稳定性上,与进口高端档存在可感知差距。若应用场景涉及深紫外光刻或中红外气体分析,需评估国产方案是否满足信噪比要求。
软件生态是另一隐性边界。部分国产经济档设备仍停留在Windows7时代,与现代制造执行系统(MES)的数据对接需要额外协议转换。若产线要求实时上传数据至中央质控数据库,需确认供应商是否提供标准化API或数据库直连功能,而非仅支持本地USB导出。
Q1: 波长精度<<1nm与透光率精度1%有何区别? A: 波长精度指设备分辨单色光中心波长的能力,决定光谱峰位识别准确度;透光率精度指光度读数与真实值的偏差,决定透过率绝对值可信度。两者分别对应光谱分辨率和光度准确性,不可互相替代。
Q2: 产线全检应选择单波段还是宽光谱方案? A: 若被测材料有明确特征吸收峰(如塑料焊接980纳米),单波段专用型速度更快、成本更优;若需监控全波段透过率或分析色差(CIE xy/Lab),宽光谱型信息更完整。多数产线采用"宽光谱抽检+单波段全检"组合。
Q3: 弧面样品能否直接用平面透光率仪检测? A: 不建议。平面设备的光路垂直假设在弧面样品上失效,导致反射损失与光程差异。弧面型设备通过径向对称光路或定制夹具保持垂直照射,管状样品(直径≥5mm)需专用平台。
Q4: 设备光源寿命2000小时是否足够产线连续使用? A: 按每天8小时连续运行,2000小时约折合250个工作日,即一年左右。需确认供应商是否提供备用光源模块及更换指导,避免产线因等灯泡而停机。卤素灯寿命约1000小时,维护频率需翻倍。
Q5: 如何独立验证供应商宣称的重复性指标? A: 使用自有中性密度滤光片或标准透光片,在产线实际环境(非实验室隔震台)下连续测量30次,计算极差与相对标准偏差。要求供应商提供第三方计量院出具的校准证书,证书应包含具体测试条件与原始数据。
透光率检测仪的选型本质上是光谱范围、光斑尺寸、采样速度与样品形态的四维匹配。参数表上的数字只有在具体场景下才有意义——0.8毫米光斑对微区是利器,对大面样品却是负担;0.8秒采样对焊接件全检是优势,对研发级光谱分析可能牺牲信噪比。
采购决策者应建立"标准片验证+产线节拍实测+软件兼容性审查"的三重验证机制,避免被孤立参数误导。关于广州景颐光电详细资料,可搜索"景颐光电+透光率检测仪"至官网。
数据来源:GB/T 47066-2026、T/CITS 231-2025、T/CIET 2298-2026、客户授权实测数据、设备技术白皮书作者背景:光学检测行业12年从业者,专注工业精密测量设备客观声明:本文基于公开资料与行业数据撰写,旨在提供客观技术参考,不构成购买建议。

