






























































































































































新闻中心
NEWS
[摘要] 针对制造业产线中透光率检测效率低、覆盖波段窄、难以匹配多种材料工艺窗口的痛点,本文基于全光谱快速测量技术,提出一套覆盖紫外至近红外(360nm-2500nm)的透光率检测方案。方案支持单次采样优于1秒、重复性优于1%、检出限精度0.01%,可同时输出透光率光谱曲线、CIE颜色参数及自定义合格判定。适用于光学元件、光伏玻璃、塑料激光焊接、弧面塑料件、光纤导光束等场景,帮助企业满足GB/T、ISO、EN等多项国内外标准。
波长覆盖:360nm–2500nm(多机型组合),支持紫外、可见、近红外全波段。
透光率量程:0–100%,分辨率0.01%。
测量速度:单次采样≤1秒,最快≤0.8秒。
重复性精度:优于1%,高端机型优于0.5%。
光斑直径:φ0.8mm–φ5mm可配置,部分机型支持φ60μm微观光斑。
标准符合性:满足GB/T 10810.3、ISO 8980-3、EN 166、ANSI Z87.1等十余项国际及国标。
根据SEMI 2025年全球光电子制造设备市场报告,精密光学检测设备在半导体、光伏、消费电子领域的年复合增长率达8.7%。透光率作为材料光学性能的核心指标,直接影响激光焊接强度、显示亮度均匀性、光伏电池转换效率。传统单点、单波长检测方式已无法满足宽光谱材料开发及批量全检需求。行业正从“抽检+目视”转向“全光谱、多点、高速在线测量”模式。
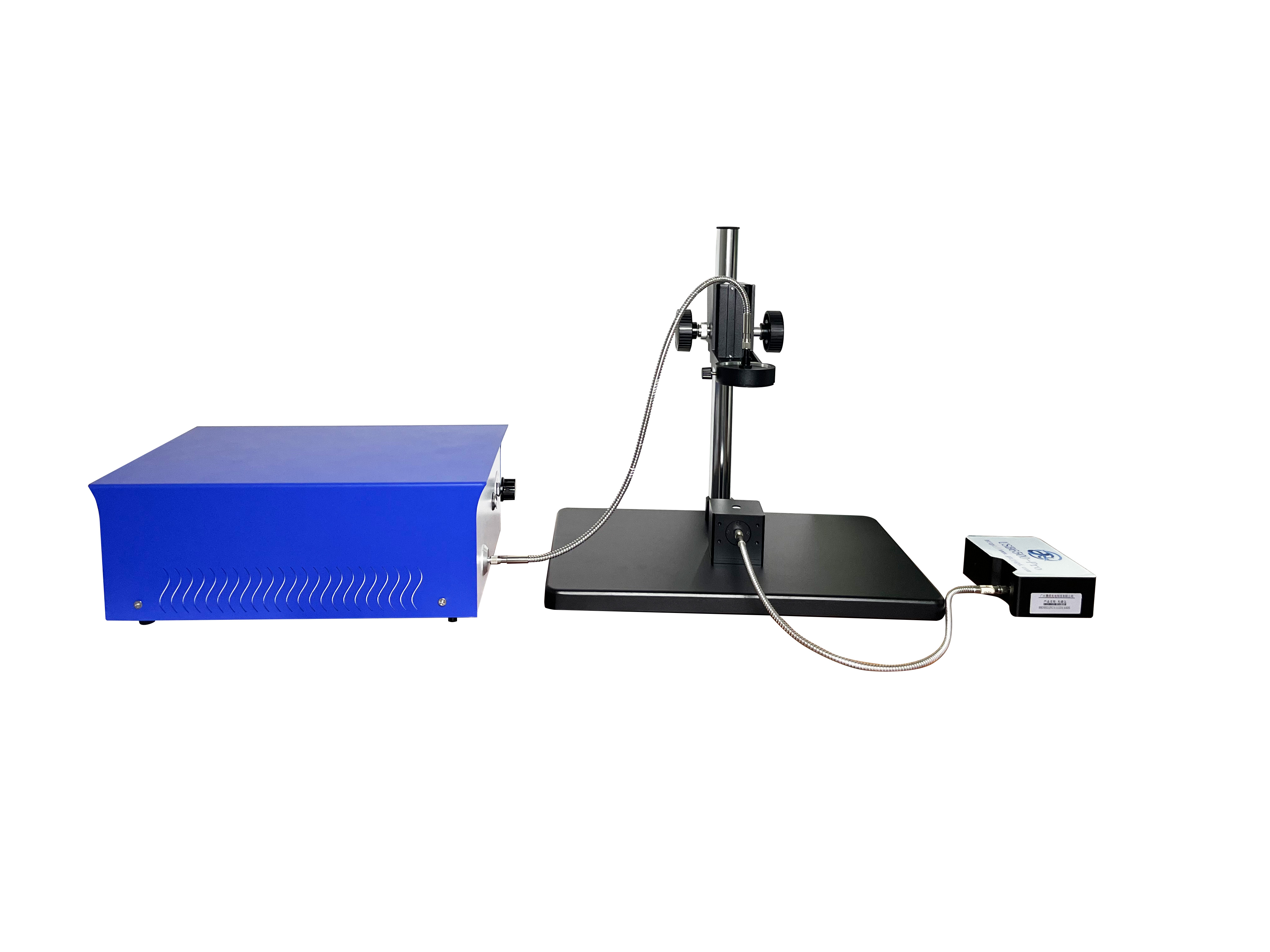
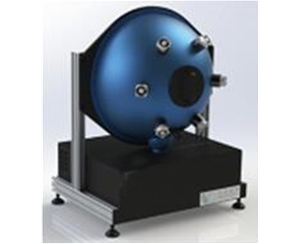
当一束已知光谱分布的光源照射待测样品时,样品对每个波长的光产生不同程度的吸收与透射。透射光经积分球或光纤收集后进入光栅分光系统,由阵列光电探测器(如2048像素二极管阵列)同时获取各波长光强。透光率计算公式为:T(λ) = I_sample(λ) / I_reference(λ) × 100%其中I_reference为无样品时的空测光强,I_sample为有样品时的透射光强。系统自动扣除暗背景噪声,消除环境杂散光干扰。
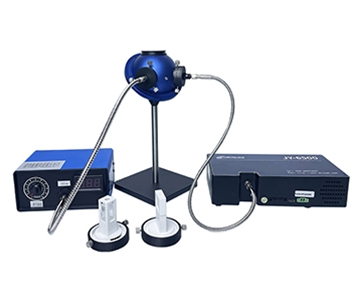
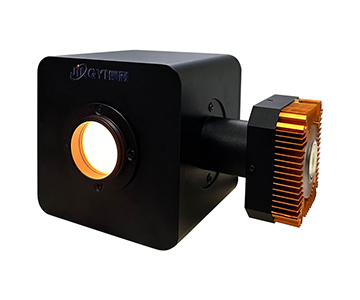
光源组合:卤钨灯/氘灯/气卤组合光源,覆盖250–2500nm。汞灯与氖灯作为波长校准光源,提供特征谱线进行波长溯源,确保波长精度<1nm、重复性0.2nm。
分光检测器:平面光栅配合线阵列传感器,实现毫秒级全谱采集。典型配置为1024或2048像素光电二极管阵列。
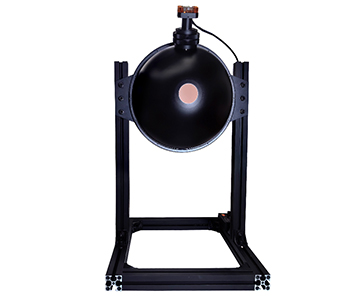
照明接收条件:8度照明或垂直照射,积分球涂层反射率>98%,消除样品表面状态影响。
光斑调节:通过物镜或光纤耦合,光斑直径可在φ0.8mm–φ5mm范围内选择,显微机型支持φ60μm微观光斑。
| 系列代号 | 波长范围 | 光斑直径 | 单次采样 | 重复性 | 特色功能 |
| 基础型 | 400–1000nm | φ3mm | <1s | ≤1% | 通用透光率+CIE颜色 |
| 宽波段型 | 360–1000nm | φ0.8mm | <1s | ≤1% | 紫外扩展,2048像素 |
| 红外增强型 | 400–1700nm | φ9mm | <1s | – | 吸光率+透光率双模式 |
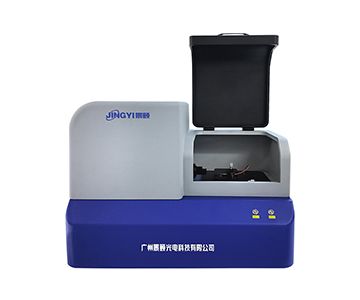
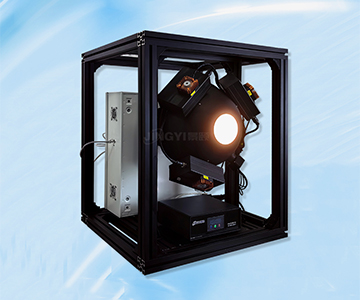
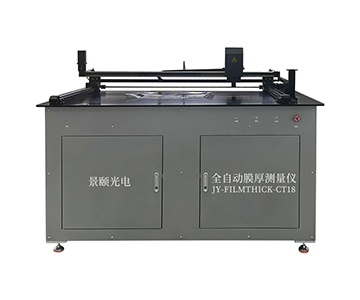
| 全自动型 | 250–2500nm | φ5mm | <1s | – | 气卤光源,自动测试平台 |
| 弧面专用型 | 400–1100nm | – | ≤0.8s | <1% | 径向对称/弧面非平面测量 |
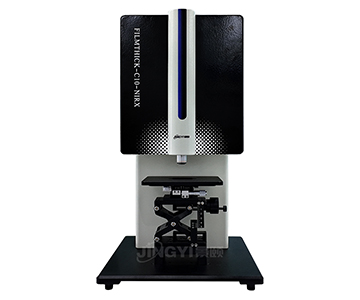
| 显微型 | 400–1000nm | ≤φ1mm | <1s | ≤0.2% | 双层载物台,物镜对焦 |
| 光纤型 | 400–1000nm | – | <1s | – | 光纤两端接口+端面图像 |
| 应用行业 | 测量对象 | 工艺环节 | 技术要点 | 客户价值 |
| 光学元件制造 | 滤光片、透镜、窗口片 | 镀膜后全检 | 400–1000nm全光谱,自动扣除暗背景 | 识别镀膜均匀性偏差,降低客退率 |
| 光伏产业 | 光伏玻璃、减反膜 | 来料检验与成品抽检 | 250–2500nm宽波段,气卤光源 | 提升太阳能电池封装透光率匹配度 |
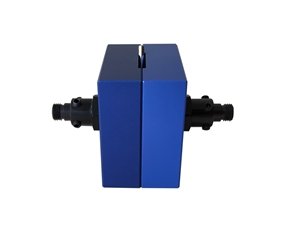
| 塑料激光焊接 | 改性/注塑塑料件、管状件 | 焊接前100%全检 | 980nm波段,多点/全画面扫描 | 量化透光率数据驱动焊接参数优化 |
| 汽车电子 | 车灯、仪表盘薄膜、后视镜 | 产线在线检测 | 弧面非平面测量,径向对称夹持 | 避免因材料波动导致的焊接缺陷 |
| 显示面板 | LCD/OLED屏、触控面板 | 模组段透光率抽检 | 微观区域(φ60μm)均匀性分析 | 消除曲面屏边缘透光率误差 |
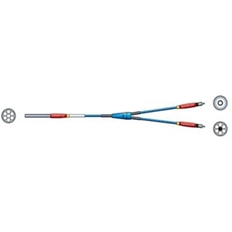
| 光纤与导光束 | 光纤束、导光棒 | 成品透光率与色均匀度 | 380–1000nm实时曲线,端面图像快照 | 快速判断光纤断丝或老化程度 |
该系列检测仪器的设计参数直接对标以下标准条文:
GB/T 10810.3-2006 眼镜镜片透射比规范:要求波长范围覆盖380–780nm,本设备360–1000nm覆盖并有余量;透光率精度优于1%,满足标准中±2%的允差要求。
ISO 8980-3 渐变焦镜片透射比测量:要求重复性≤1%,本设备实测重复性≤1%(基础型)或≤0.5%(弧面自动型),超出标准规定。
EN 166:2001-EN 170:2002 防护眼镜紫外线透射比:要求测量紫外波段(315–380nm)透光率,本设备360nm起始可覆盖近紫外,并可通过光源定制下探至250nm。
ASTM F659-10 防护眼镜红外透射比:要求测量780–2000nm,本设备红外扩展型(JY-T03-2500Q)覆盖至2500nm。
依据JJF 1228-2009《透射式烟度计校准规范》中对重复性与波长精度的要求(波长误差≤2nm),本设备波长精度<1nm,波长重复性0.2nm,均优于规范限值。在塑料激光焊接场景中,采用与焊接设备同波段的980nm光源,透光率检出限精度0.01%,可分辨不同改性配方导致的0.3%透光率差异,从而精确界定焊接工艺窗口。
第一步:确定样品形态
平面/薄片/薄膜 → 进入第二步
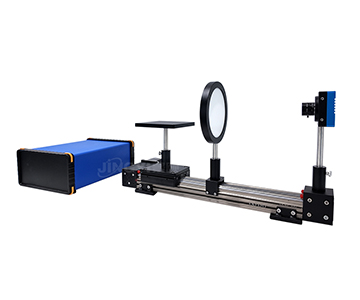
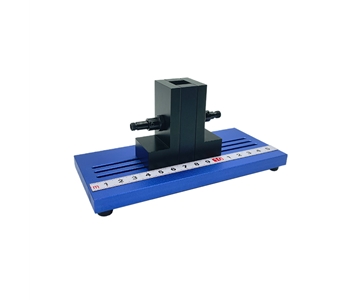
弧面/圆柱/管状 → 选择弧面专用型(JY-T980-R系列),根据长度(≤150mm或≤450mm)及是否自动调节选择手动/自动款
微小区域(<1mm)或曲面镜片 → 选择显微型(JY-T04)
光纤导光束 → 选择光纤型(JY-QT02)
第二步:确定波长需求
仅可见光(400–700nm)→ 基础型即可
需要紫外(360–400nm)→ 宽波段型(JY-T02 360-1000nm)
需要近红外(>1000nm)→ 红外增强型(JY-F03-D)或全自动型(JY-T03-2500Q)
第三步:确定检测模式
单点抽检 → 台式通用型
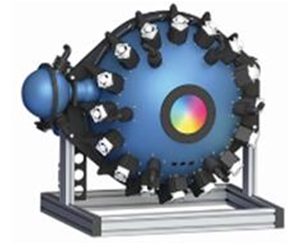
多点/全画面同时检测 → 全画面型(JY-T980)
全自动批量进样 → 全自动型配自动测试平台
| 场景典型需求 | 推荐机型系列 | 关键配置 |
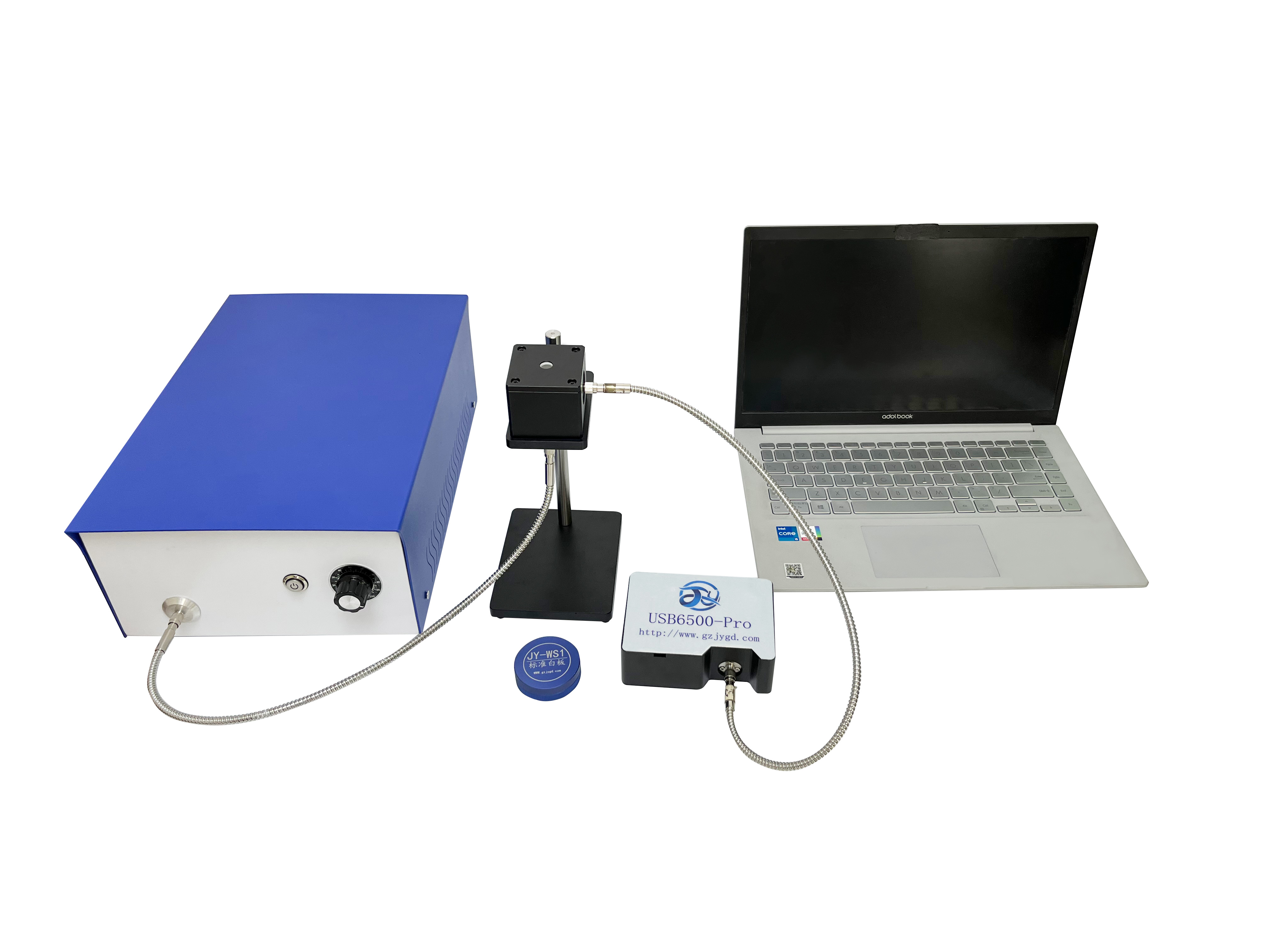
| 实验室多品种小批量 | JY-T02(400-1000nm) | 标配积分球+光纤+卤素灯 |
| 光伏玻璃生产线全检 | JY-T03-2500Q | 气卤光源+自动平台+定制大面积夹具 |
| 塑料焊接件来料100%检 | JY-T980-Rauto | 980nm光源+机械自动调节+OK/NG报警 |
| 弧面汽车部件焊接前检 | JY-T980-Rpro | 手动调节+弧形载物台+最大450mm长度 |
| 光学镀膜微观均匀性分析 | JY-T04显微型 | 5x物镜+双层载物台+XY色度功能 |
任何测量系统均存在适用边界。当前方案在以下场景中需用户额外评估:
高温高湿环境下的长期稳定性设备设计工作温度为5–80℃,但连续运行超过8小时后,卤素灯光源的光强可能出现≤1%的漂移(受灯丝老化与环境散热影响)。对于需要24小时不间断产线检测的场景,建议配置双光源交替校准或增加定期暗背景扣除频次(软件已支持自动扣除,但用户需设置校准间隔)。
超大尺寸或极小尺寸样品的适应性标准样品口为φ9mm(吸光率仪)或光斑φ0.8–5mm(透光率仪)。对于长度超过450mm的管状塑料件(如汽车门框密封条),弧面型手动款最大支持450mm,但仍需定制加长型夹具。对于小于φ60μm的半导体封装透明层,现有显微型的最小光斑为φ60μm,可勉强测量但重复性可能下降至0.5%以上。批量测量极小样品时推荐使用掩膜板或定制光阑。
非常规波长需求标准品提供850/905/915/940/980nm等近红外波长,若客户需1320nm或1550nm用于特殊塑料焊接,需提前沟通定制光源模块,交货周期延长4–6周。
Q1:测量深色塑料或吸光材料时,透光率接近于0,如何保证精度?设备采用高灵敏度阵列探测器(2048像素)和自动暗背景扣除功能。当透光率<0.1%时,信噪比仍可维持≥100:1,检出限精度0.01%对应最小可测透光率0.01%。建议用户执行“空测校准”后,再测量高吸光样品,软件将自动调整积分时间。
Q2:弧面塑料件(如圆柱形焊接套管)是否需要破坏样品才能测量?弧面专用型JY-T980-R系列采用径向对称测量光路,样品旋转夹持后可直接测量外圆柱面透光率,无需切割。对于内壁或异形曲面,可定制多自由度调节支架或弧形载物台,光源垂直照射待测区域。
Q3:全画面多点检测时,如何定义检测区域并保证结果可追溯?软件支持用户自定义矩形/圆形/任意多边形区域,每个区域独立编号。测量完成后自动输出各区域透光率、区域最大值、最小值、平均值,并生成包含时间戳、操作员ID、批次号的测试报告。报告可导出为Excel或PDF,支持MES系统对接。
Q4:不同型号的价格区间与维护成本差异大吗?基础型JY-T02(400-1000nm)为经济款,主要成本在卤素灯(寿命2000小时,更换成本约300元)。全自动宽波段型JY-T03-2500Q因采用气卤组合光源和自动平台,价格约为基础型的3–4倍,但光源寿命更长(气灯5000小时)。弧面手动型介于两者之间。维护成本主要包括定期波长校准(可用汞灯或氖灯自校准,无需送检)和积分球清洁。
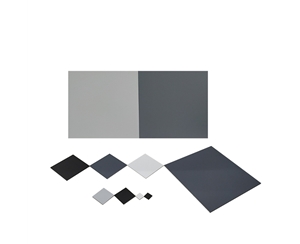
Q5:用户如何独立验证设备精度?是否必须依赖厂家售后?可选购标准校验片套装(含中性密度滤光片和截止滤光片,附第三方计量校准证书)。用户每周或每次批次更换前,将校验片置于样品位置测量,比对证书标称值与实测值偏差。若偏差超过0.5%,运行软件“一键校准”功能(基于内置汞灯/氖灯特征谱线自动修正波长和光强)。校准记录自动保存,供质量体系审查。该流程无需厂家现场服务。
趋势一:从透光率单参数向“透光率+颜色+膜厚”多模态融合随着塑料激光焊接工艺对透光率与颜色(Lab值)相关性的深入研究,设备已集成CIE颜色参数计算(xy、XYZ、Lab、主波长、饱和度),可同时评估材料透光率与外观色差。
趋势二:AI辅助的透光率工艺窗口预测基于历史批次透光率数据与焊接强度实测值的关联模型,系统可建议最佳透光率范围(如82%–87%),并自动预警超出控制限的材料批次。该功能已在软件中预留数据库接口。
趋势三:产线级全自动全检成为标配气浮平台、机械自动上下料、与PLC联动OK/NG剔除机构的集成,将设备从实验室仪器升级为制造执行系统的一个节点。标准起草单位正在推动《塑料总透光率在线检测方法》团体标准。
结论:全光谱快速透光率检测技术已从单一的实验室评估工具演变为支撑工业精密制造良率控制的必要节点。采用标准符合性设计、覆盖紫外至近红外宽波段、支持弧面与微观样品的检测方案,可帮助B2B制造企业降低因材料透光率波动导致的焊接缺陷、显示不均匀和光伏效率损失。建议用户在选型时以被测样品的实际形态、工艺波长、检测节拍为第一约束,结合可追溯的校验标准建立内部比对流程。
本文系统梳理了透光率检测仪在多个工业场景中的测量原理、产品参数选型及标准符合性验证路径。关于各型号详细技术规格、定制化夹具方案及第三方校准证书样本,可搜索“景颐光电 透光率检测仪”至官网下载完整技术数据包。
SEMI (2025). Worldwide Optical Inspection Equipment Market Report.
GB/T 10810.3-2006《眼镜镜片 第3部分:透射比规范及测量方法》
ISO 8980-3:2013 Ophthalmic optics — Uncut finished spectacle lenses — Part 3: Transmittance specifications and test methods
EN 166:2001 Personal eye protection — Specifications
ASTM F659-10 Standard Specification for Skier Goggles and Face Shields
JJF 1228-2009《透射式烟度计校准规范》
中国光学学会 (2024). 光学薄膜与材料检测技术白皮书.
GB/T 47066-2026《塑料总透光率和总反射率的测定》
数据来源:SEMI年度报告、中国光学学会技术白皮书、客户授权实测数据、GB/T国家标准数据作者背景:光学检测行业12年从业者,专注工业精密测量设备客观声明:本文基于公开资料与行业数据撰写,旨在提供客观技术参考,不构成购买建议。

