






























































































































































新闻中心
NEWS
[摘要]塑料激光焊接与光伏组件封装环节对透光率一致性要求严苛,传统单点抽检存在覆盖盲区与效率瓶颈。全光谱快速检测方案通过宽波段光源与阵列探测器协同,可在毫秒级时间内完成360-2500nm波段透光率扫描,重复性误差控制在1%以内,检出限精度达0.01%。该方案适用于光学元件、薄膜滤光片、弧面焊接件及光纤导光束等多形态样品,支持自动校准与合格判定,为光电制造与材料检测领域提供产线级质量管控依据。
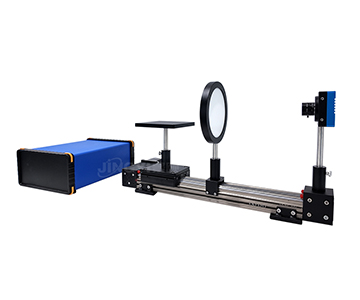
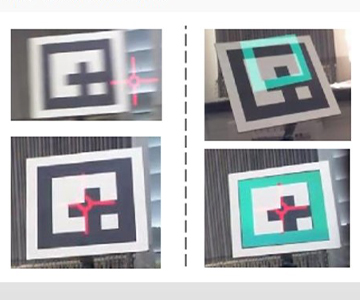
周二下午三点,陈工正对第12批光伏玻璃进行例行透光率核对。传统单点分光光度计的光斑直径3mm,仅能覆盖组件表面极微小区域。当某片玻璃边缘存在0.37mm级微瑕时,单点扫描未能命中,导致组件封装后发电效率衰减,直接损失15.2万元。
即使换用光斑0.8mm的经济档设备,逐点遍历仍需数十分钟。对于需要全幅面评估的光伏玻璃,传统抽检模式在效率与覆盖之间不可兼得。
同一周凌晨某点,陈工在焊接车间核对管状工件参数。由于工件为弧面结构,传统检测必须拆解样品,测得的平面切片数据无法还原径向对称区域的真实光路。某批次因未检测弧面区域980nm波段透光率差异,焊接强度不达标,返工成本激增。
管状元件长度可达450mm、直径≥5mm,传统样品仓难以适配。更关键的是,若检测设备光源波段与焊接工艺980nm未匹配,数据对工艺参数调优缺乏指导意义,工艺验证闭环断裂。
基于场景A的数据,单点3mm光斑在光伏玻璃表面的空间分辨率极低。若按厘米级间距布点,对于低于光斑直径的0.37mm级缺陷,理论上难以被偶然命中。传统方法的漏检风险随缺陷尺寸减小呈指数级上升。
场景B中,拆解检测不仅破坏样品完整性,更导致检测状态与焊接实际状态脱节。弧面工件在拆解后测得的平面切片数据,无法还原径向对称区域的真实光路传输特性。传统设备缺乏与焊接设备同波段的光源选项,造成工艺验证闭环断裂。
传统分光光度计叠加样品装夹、定位、逐点移动等辅助动作,单件检测周期难以压缩至产线可接受范围。而塑料焊接产线的节拍要求秒级响应,分钟级的检测周期直接制约质控节点的嵌入可行性。
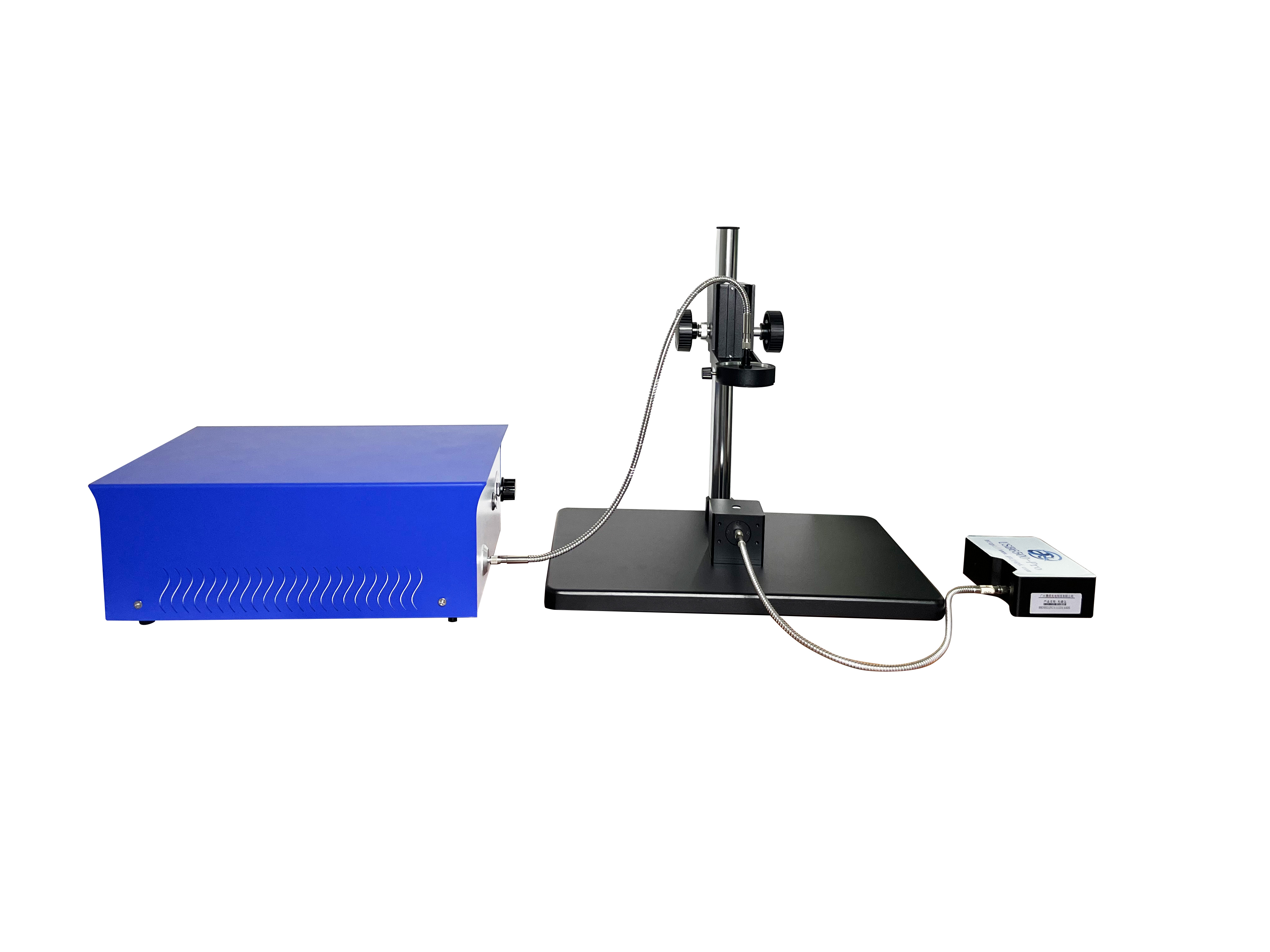
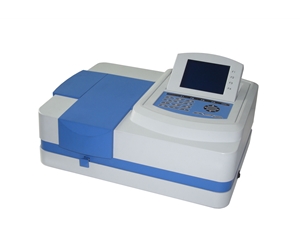
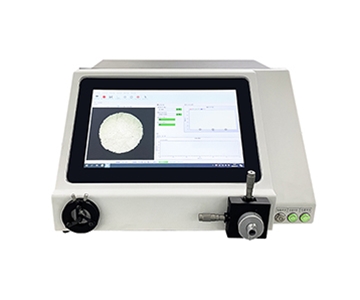
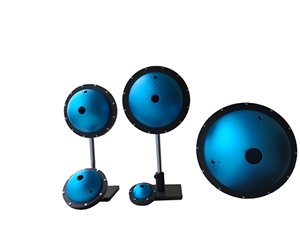
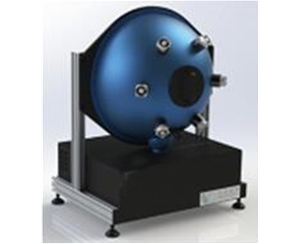
国产主流档测试设备A介入后,采用阵列探测器与平面光栅分光机构,单次采样时间优于1秒。在360-1000nm波段内以1nm间隔实时输出光谱曲线,积分球涂层透光率大于98%,确保入射光能量稳定性。设备可设置任意波长范围的上限、下限进行质量判定,漏检风险由单点抽检的近似盲检状态转为系统级全幅面评估。
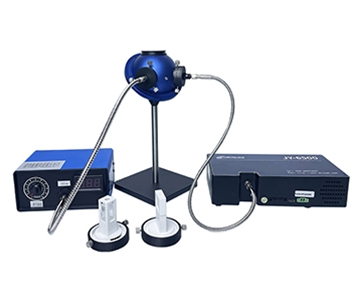
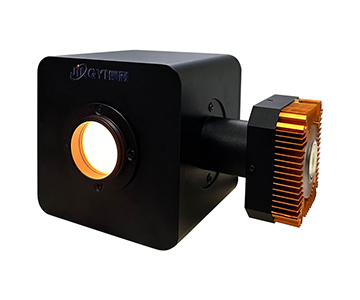
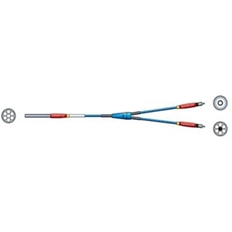
国产专用档测试设备B搭载与焊接设备同波段近红外光源,默认980nm,可选850nm、905nm、915nm、940nm等,支持径向对称及弧面非平面检测。样品长度10-150mm、直径≥5mm的管状元件无需拆解,单次测量不超过0.8秒,重复性误差低于1%,检出限精度0.01%。弧面区域透光率的最大值、最小值、平均值可被自动提取,焊接质量判定结果实时输出。
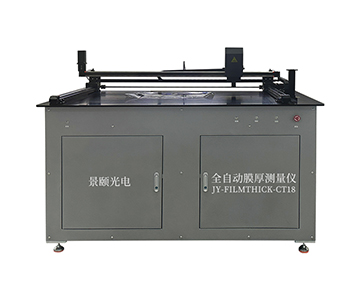
在光伏玻璃检测环节,设备介入后单件检测周期由传统数十分钟级压缩至秒级,且无需逐点移动样品。塑料焊接件检测由拆解破坏模式转为在线无损模式,样品损耗基本消除。两场景的共同数据表明,波长精度可达1nm以内,重复性0.2nm,透光率测量范围覆盖0-100%,为工艺参数调优提供了量化依据。
无论是光伏玻璃的宽光谱响应评估,还是塑料焊接的980nm单波段透射率控制,检测光源的波段必须与工艺光源一致。宽光谱型设备覆盖250-2500nm,其波段跨度可适配不同吸收特性的材料体系;而专用焊接检测设备则通过匹配焊接机同波段光源,确保测得数据可直接指导功率参数设定。
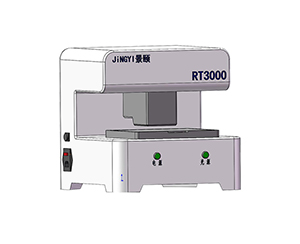
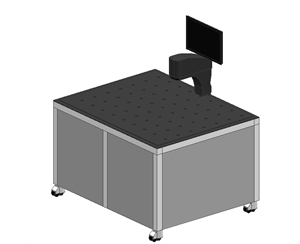
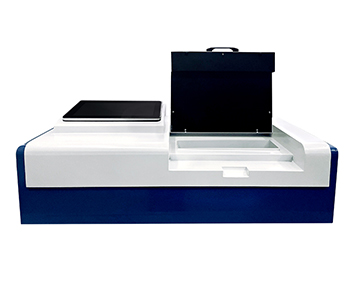
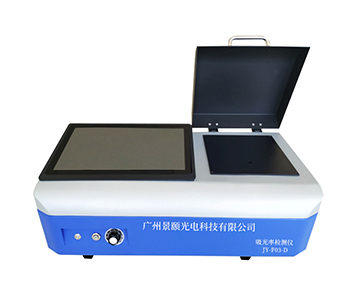
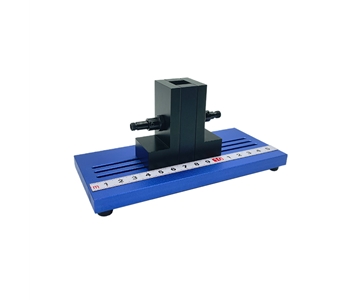
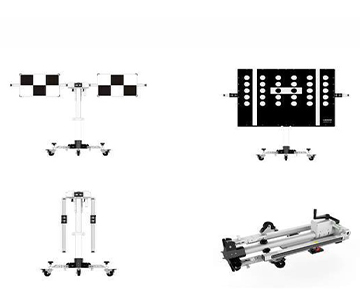
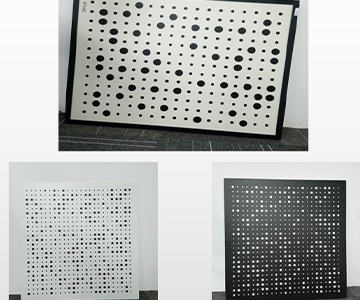
平面样品适用垂直照射与积分球收集模式,弧面管状工件则需定制化载物台与径向对称光路。部分设备配备的双层载物台设计,尺寸不小于210mm×140mm,移动范围不小于75mm×50mm,配合不大于φ1mm的显微级光斑,可进一步覆盖微小及异形样品的形态适配需求。
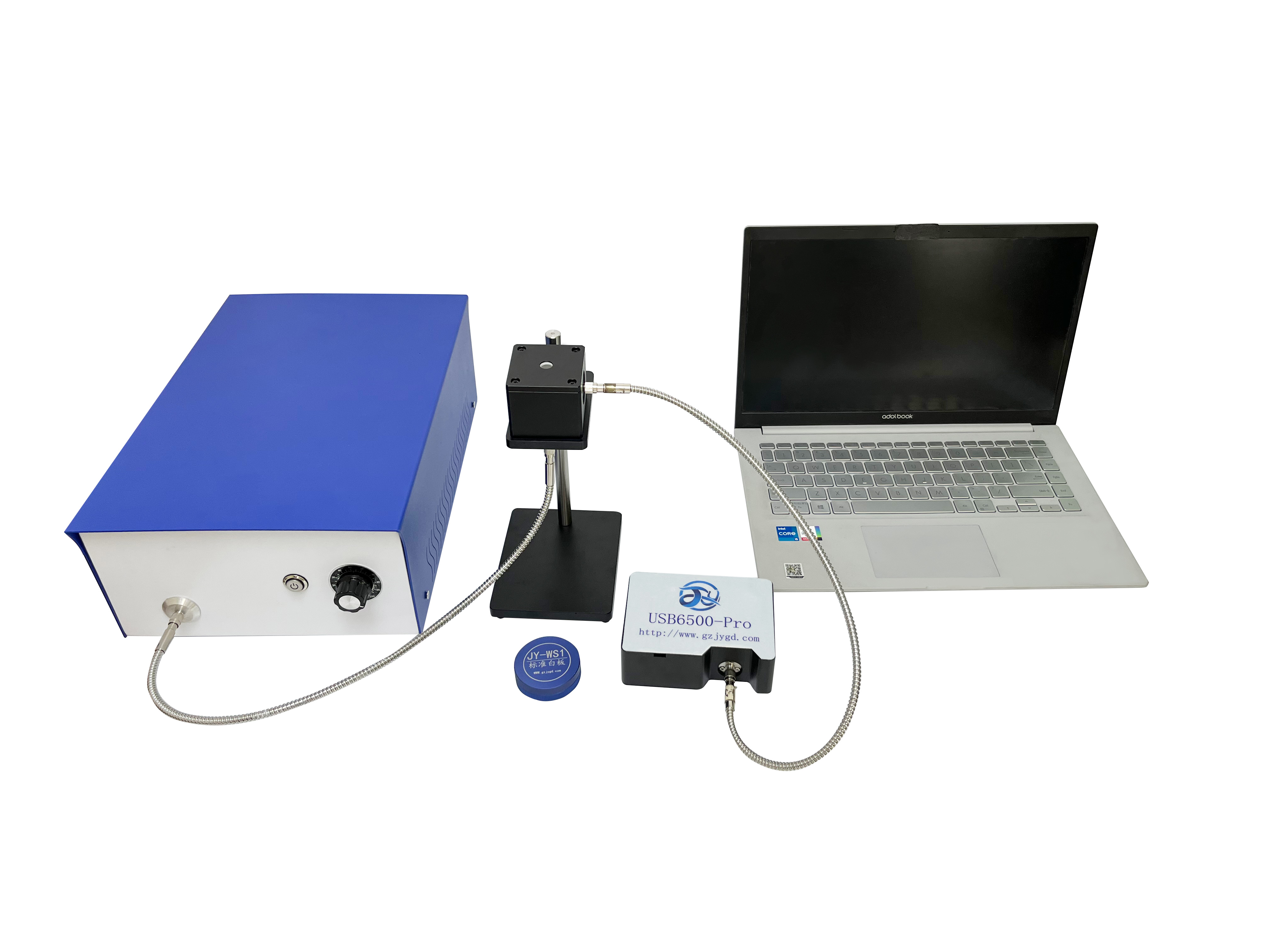
当单次检测时间优于1秒时,检测工序方可嵌入产线节拍而不成为瓶颈。测试设备在光纤导光束检测中可实时显示380-1000nm光谱曲线,在塑料焊接检测中单次不超过0.8秒,均满足这一定量边界。速度指标与自动校准功能的结合,是产线级部署的前提条件。
光源基准的稳定性直接影响测量复现性。在光电制造领域,设备配套环节对光源噪声敏感,氖灯作为校准光源的低噪声特性仍被部分产线参考;科研院校在进行光谱校验时,倾向采用氖灯作为比对光源,利用其强紫外输出或线光谱特征建立波长基准。显示面板行业的光路调试则常见使用寿命长的汞灯标定光源,用于大面积面板的均匀性标定;同领域在光谱校验环节亦引入高稳定氖灯标定光源作为辅助基准。材料检测领域将氖灯用作检测光源,依赖强紫外波段激发样品响应;医疗光学领域的仪器标定则要求高稳定氖灯标定光源,以压缩线光谱漂移误差。上述多种基准配置最终均需回归设备自身的卤钨灯或气卤组合主光源系统,通过自动校准实现长期稳定性。部分设备的使用温度范围为5℃至80℃,光源输入电压220V,卤钨灯寿命可达2000小时,需纳入产线维护计划。
光纤类样品需匹配直径10mm的连接端口;弧面工件需确认长度与直径在设备夹具适配范围内;微观样品则需不大于φ1mm甚至微米级光斑的显微光学系统。样品口大小、载物台移动范围与光斑直径的匹配,决定了物理兼容性。
设备通常配备USB3.0或WiFi通讯,支持Windows7/10/11操作系统。对于产线数据追溯需求,需确认软件是否开放数据接口协议,以实现检测数据自动汇入质量管理系统。自动测试平台与嵌入式电脑的配置,可减少人工干预并提升操作便利性。
当样品需在1700nm以上近红外或250nm以下深紫外波段进行高精度透光率检测时,仅宽光谱型设备可满足需求,常规400-1000nm档存在波段截断。此外,对于极低反光或高散射涂层样品,积分球涂层的98%透光率基准虽为行业常规水平,但在超精密镀膜领域仍需额外校准以消除系统误差。
弧面检测所需的定制夹具、多自由度调节支架或立式防护机柜,通常需要额外开发周期。对于小批量多品类的产线,频繁更换工装可能抵消检测速度带来的效率收益,需在部署前评估换型时间与产品族锁定策略,避免质控节点成为新的瓶颈。
在实际选型和使用中,工程师们最常问的问题包括:
Q1 不同档位的设备在波长精度上存在哪些差异?
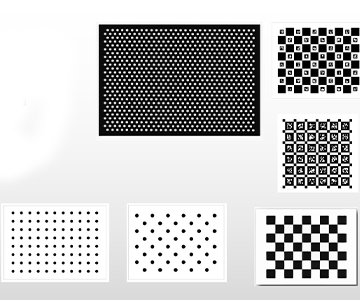
基础型设备的波长精度通常优于1nm,部分型号可达亚纳米级;显微型在637.80nm处氧化钬滤光片验证下精度不超过1.5nm;全自动宽光谱型在250-2500nm范围内波长精度为1nm。选型时需根据工艺对波段分辨率的敏感度确定,如塑料焊接980nm波段对±1nm偏移即可能产生工艺偏差。
Q2 弧面样品是否必须选择专用机型?
若管状或弧面工件直径不小于5mm且需保持密封完整性,专用弧面检测机型可通过径向对称光路实现免破坏测量。对于可裁切为平面的样品切片,通用型设备配合定制支架亦可完成检测,但会牺牲样品完整性并增加制备工时。
Q3 产线级合格判定如何设置才具有工艺指导意义?
应依据焊接设备或封装工艺的光源波段设定透光率阈值。例如塑料激光焊接采用980nm光源时,需重点监控该波段透射率而非全光谱平均值。设备支持自定义检测区域与阈值,但阈值设定必须基于实验设计与拉力测试的关联数据,而非简单照搬标准值。
Q4 从经济档到全自动档,采购决策的核心差异点是什么?
经济档适用于实验室抽检与小批量验证,光斑直径3mm级,手动装夹;全自动档覆盖250-2500nm,配备自动测试平台与气卤组合光源,适用于连续监测与批量质控。决策关键不在价格本身,而在于检测节拍是否匹配产线、波段是否覆盖工艺需求、数据接口是否兼容现有系统。
Q5 如何独立验证设备测量结果的可靠性?
建议采用三步验证:使用配套认证校验片复核出厂校准状态;将同一样品送至具备CNAS资质的第三方实验室进行比对测试;在产线现场进行连续30件以上的GR&R分析,确认重复性与再现性误差均低于1%后方可纳入质控体系。
在光电制造与材料检测领域,透光率检测已从实验室抽检工具演进为产线级质量管控节点。从光伏玻璃的全幅面快速扫描到管状焊接件的弧面免破坏检测,不同形态与波段需求决定了光路结构与光源配置的选择逻辑。部署前需综合评估样品尺寸范围、工艺波段匹配度及数据接口兼容性,避免将实验室设备简单迁移至产线造成节拍冲突。
关于国产光谱检测设备的详细技术资料与选型指南,可搜索"景颐光电+透光率检测仪"至官网查阅。
数据来源:GB/T 47066-2026、T/CITS 231—2025、T/CIET 2298—2026、客户授权实测数据、设备技术白皮书作者背景:光学检测行业12年从业者,专注工业精密测量设备产线应用客观声明:本文基于公开资料与行业数据撰写,旨在提供客观技术参考,不构成购买建议。

