




























































































































































































































【技术前沿】GB/T 47066-2026正式实施:攻克汽车焊接塑料件光学检测难题,景颐光电主导制定行业新标准
当激光焊接遇上光学计量:如何解决熔接区"测不准"的行业痛点?
2026年1月28日,国家标准GB/T 47066-2026《塑料 总透光率和总反射率的测定》正式发布。作为该标准的核心起草单位,广州景颐光电科技有限公司针对汽车焊接塑料配件(激光焊接尾灯、摩擦焊接LiDAR罩、热板焊接传感器壳体等)的透光率与反射率测试难题,提供了权威的计量解决方案。
�� 为什么焊接塑料件测试如此困难?
在汽车轻量化趋势下,塑料激光焊接(Laser Transmission Welding)和振动摩擦焊接已成为尾灯灯罩、激光雷达透明罩、HUD光学元件的主流工艺。然而,焊接熔接区(Weld Zone)带来的光学非均匀性,让传统测试方法面临挑战:
❌ 强烈散射效应:焊接线处分子链重排与微气泡形成光扩散中心,常规0°/0°几何条件无法收集侧向散射光,导致透光率严重低估(误差可达15-20%)
❌ 边缘光损失:焊接溢料(Flash)导致厚度不均,散射光从试样边缘逃逸,传统方法测得的"假低透"误导光学设计
❌ 异质界面反射:透明/黑色塑料焊接界面的菲涅尔反射与体散射难以分离,无法评估真实焊接质量
�� GB/T 47066-2026的技术突破:积分球全收集法
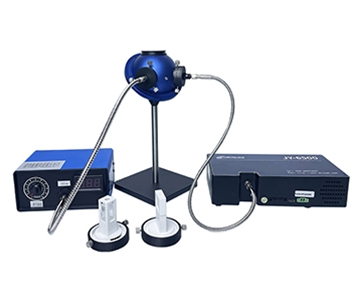
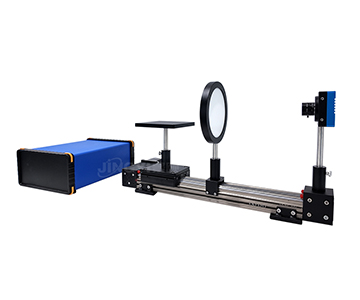
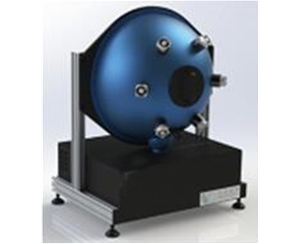
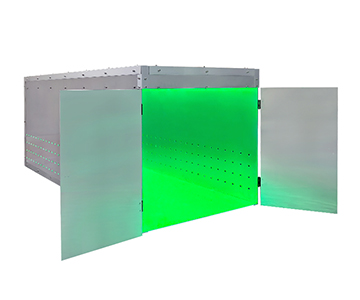
新标准采用四端口积分球光度法(Ø≥150 mm),专为解决焊接件测试而设计:
1. 漫射照明+全半球收集
入射光经积分球混光后均匀照射试样,端口光度计通过球壁漫反射采样,100%收集焊接熔接区的前向散射与透射光(包括标准第8章定义的τ₂透射光通量),真实还原焊接件的光学性能。
2. 焊接专用夹具设计(标准第5.8条)
针对焊接件高雾度(>30%)、厚度不均(2-6 mm)特性,采用金属光泽内表面夹具,将逃逸至焊接边缘的散射光重新导入积分球,显著降低边缘损失(Edge Loss)。
3. 双参数联立计算
通过四步测量法(τ₁/τ₂/τ₃/τ₄)与公式(1)(2)迭代计算,同步获得:
总透光率(τt):评估焊接区透过性能,确保尾灯发光均匀、LiDAR信号穿透无衰减
总反射率(ρt):识别焊接缺陷——正常焊接ρt升高(表面粗糙度增加),过烧缺陷导致τt+ρt<95%(碳化吸收)
�� 典型应用场景
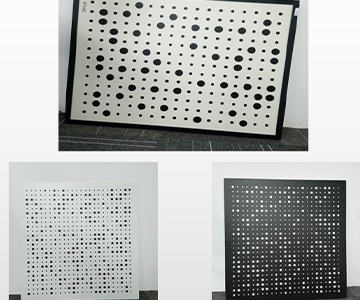
激光焊接尾灯灯罩(PMMA/PC)
验证980 nm激光透过层在可见光波段的透光率一致性(τt可达70-90%)
区分焊接区与母材的光学差异,优化焊接工艺参数(功率/速度/压力)
摩擦焊接LiDAR/摄像头罩(PC/PC)
测试焊接区雾度突变(可从<5%增至>40%),确保传感器视窗清晰度
评估1550 nm近红外波段透过率(方法可扩展),保障自动驾驶感知精度
热板焊接燃油管视窗(PA12)
监控焊接结晶导致的透光率下降,防止焊接残余应力影响光学性能
�� 景颐光电的解决方案
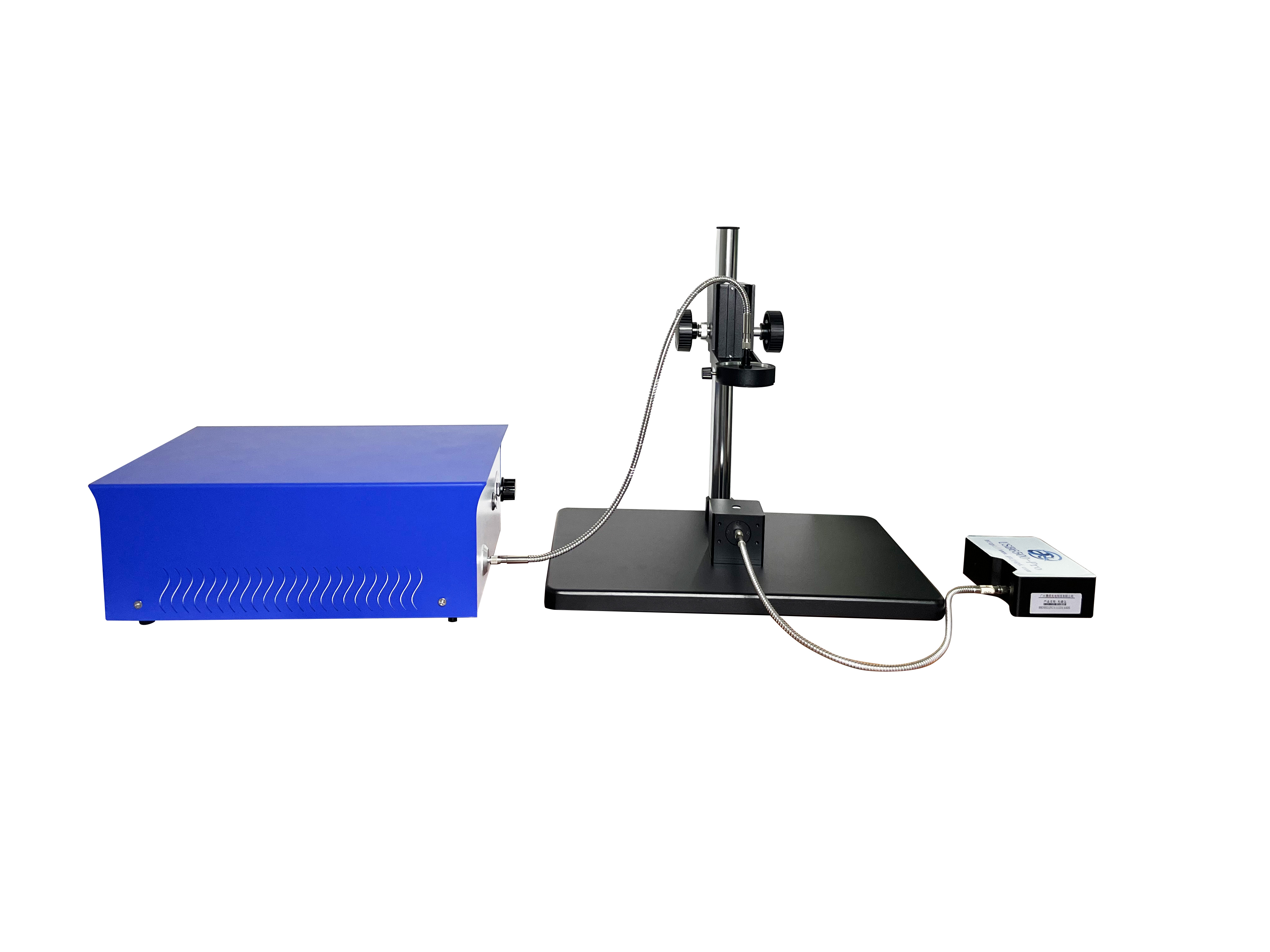
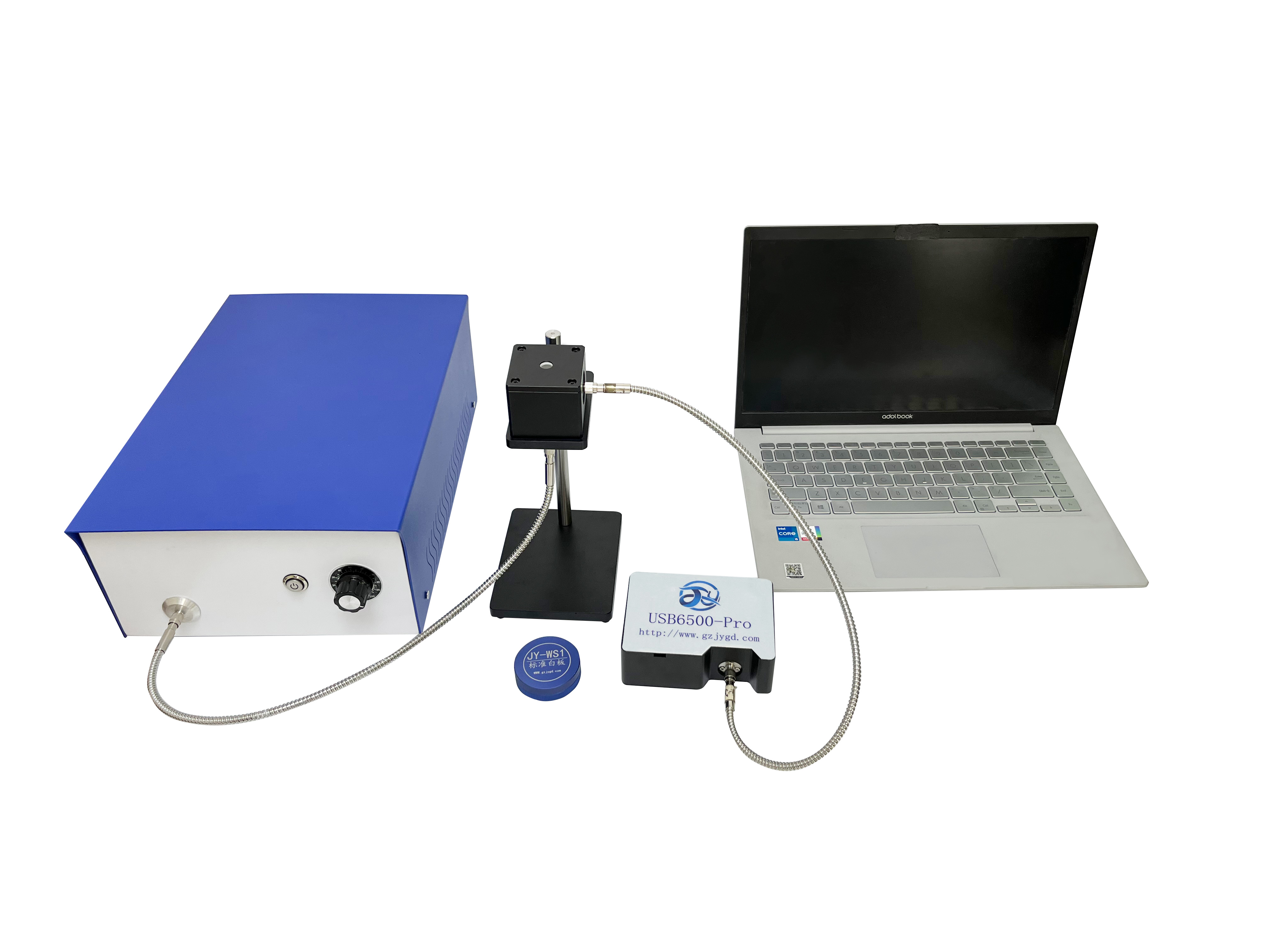
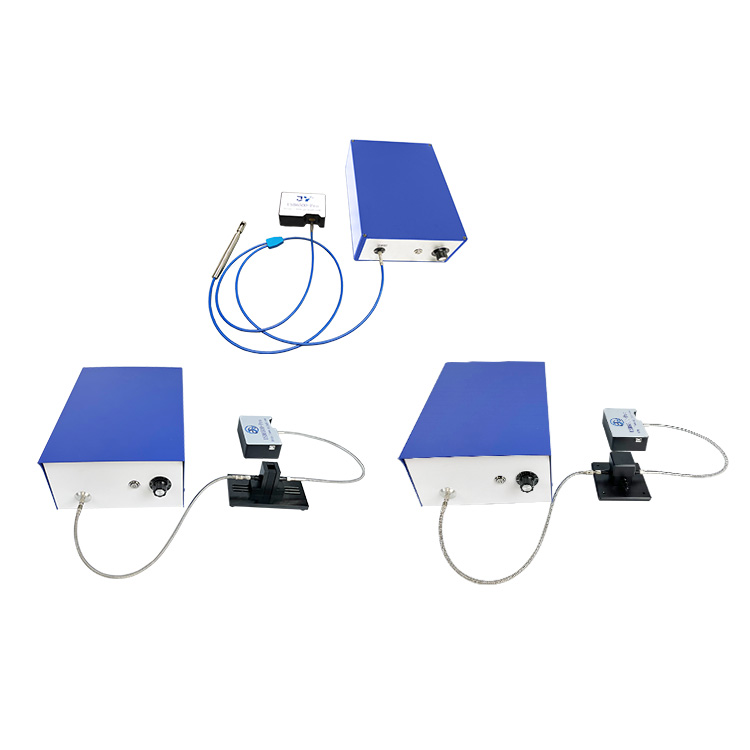
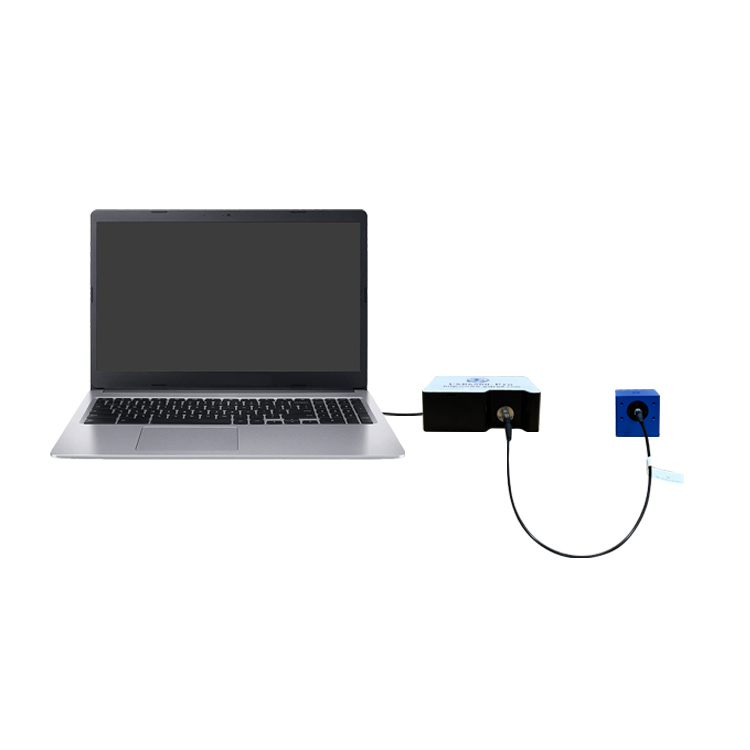
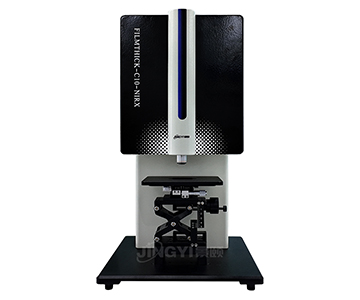
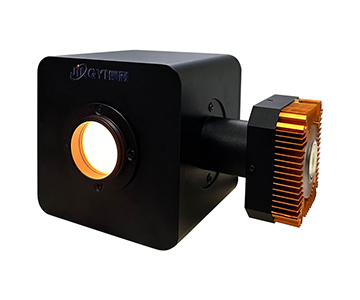
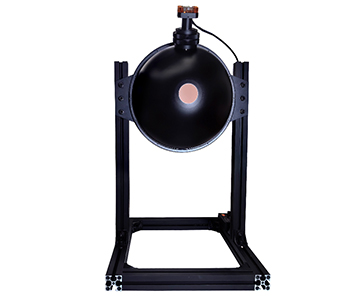
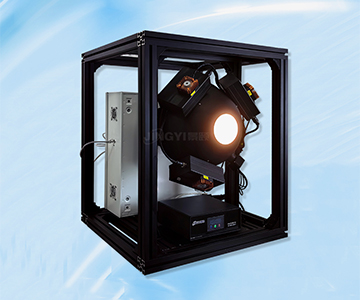
作为标准起草单位,我们提供符合GB/T 47066-2026的全套测试能力:
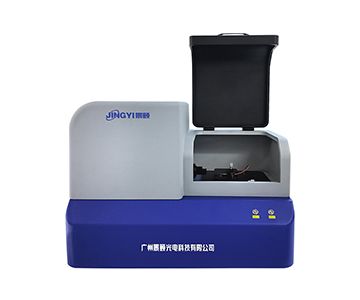
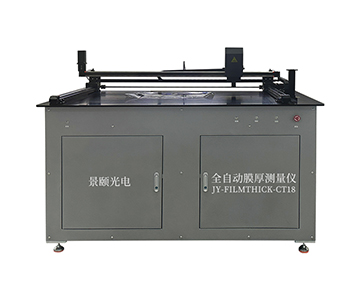
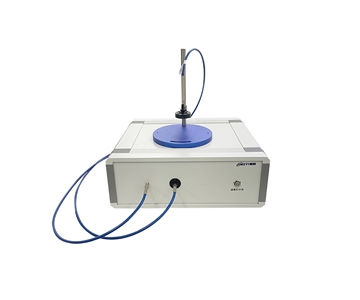
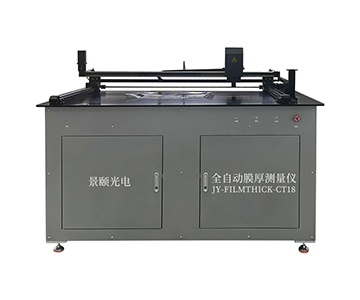
✅ 焊接件专用测试系统:Ø150-300 mm积分球,适配大型尾灯罩(Ø120 mm),光斑Ø5-30 mm可调,精准定位焊接线(<2 mm窄焊缝)
✅ 金属光泽夹具:标准第6.2.2条推荐的边缘光回收技术,适应2-10 mm厚度不均焊接件
✅ 质量预警功能:内置τt+ρt能量守恒检验,自动识别过焊、虚焊等缺陷
✅ 标准合规报告:测试数据可直接用于汽车灯具3C认证、主机厂PPAP材料认可
焊接质量的光学语言,从此有了国家标准
GB/T 47066-2026不仅是一项测试标准,更是汽车焊接塑料件从"经验试错"迈向"精准计量"的技术基石。景颐光电以标准制定者的技术实力,为您提供焊接透光率与反射率测试的全流程支持。
立即咨询:【400-180-0685】获取《汽车焊接塑料件光学测试实施方案》或预约焊接样品免费测试验证
广州景颐光电科技有限公司——以精密光学计量,赋能汽车智能制造
标准号:GB/T 47066-2026
归口单位:全国塑料标准化技术委员会(SAC/TC 15)
起草单位:广州景颐光电科技有限公司等。
官网链接:https://www.gzjygd.com/#section-2

