Dark current noise in CMOS sensors can mask calibration pattern edges, causing systematic corner-detection drift that invalidates geometric calibration across multi-camera automotive rigs.When industrial cameras operate at high gain or long exposure under low-light or narrow-band filter conditions, sensor dark noise reaches amplitude levels comparable to the grayscale transition signal of the calibration target itself. This guide benchmarks four mainstream suppliers across pattern accuracy, substrate stability, reflectance uniformity, and environmental robustness. Validation data from 12-camera LiDAR-vision fusion rigs shows that reflectance consistency within ±2% at 905nm suppresses corner jitter below 0.12 pixels, while poor substrate flatness can inflate reprojection error from 0.15 to 0.83 pixels across a 20-image capture sequence. We also document how a $21,100 imported target failed night-shift qualification due to unoptimized 905nm reflectance, and why diffuse aluminum substrates outperform glass in front-light automotive setups. The analysis covers checkerboard, QR code, dot array, and transmissive calibration architectures for production line verification and 3D vision commissioning.
The 2 AM Calibration Floor: When Spec Sheets Lie
During a night shift at an ADAS validation lab in central China, a senior vision engineer watched corner coordinates drift across his monitor. A newly imported calibration target—priced at $21,100—had lost 15% reflectance at 905nm. The checkerboard carried a ±0.01mm lithography spec, yet thermal expansion pushed actual error to 0.37mm during the qualification run. The gap between datasheet promise and production reality was stark.
This pattern repeats across the machine vision calibration target market. Manufacturers routinely quote single-shot laboratory accuracy as production-grade guarantee, while omitting how dark current noise erodes edge detection. When industrial cameras run long exposure or high gain under low illuminance, sensor dark noise floods the pattern's edge gradient. If the target suffers from poor reflectance uniformity, decaying black-white contrast, or substrate flatness drift under temperature swing, corner extraction algorithms shift systematically. For 3D vision commissioning, that shift propagates into layered point-cloud artifacts that are expensive to correct.
Several photonics manufacturers in central China have hit the same wall during equipment commissioning: a $21,100 imported standard calibration target, a three-week overseas support cycle, and an email suggesting "adjust camera exposure."
Dark Current Noise: The Real Battleground at the Sensor Level
Dark current noise is thermal carrier fluctuation in complementary metal-oxide-semiconductor (CMOS) and charge-coupled-device (CCD) sensors under zero illumination. In machine vision calibration target applications, it becomes critical when small apertures, low illuminance, or narrow-band filters force high-gain operation, making noise amplitude comparable to the pattern's grayscale transition signal.
How Dark Current Erodes Calibration Accuracy
When noise stacks onto the calibration target edge, corner-detection algorithms misidentify noise spikes as true edge points. A typical geometric calibration sequence captures 20–40 images. At 0.15 pixels single-image corner error, reprojection error accumulates to 0.83 pixels. For 3D vision system commissioning, this produces systematic point-cloud layering that invalidates downstream dimensional measurements.
Anti-Reflection and Diffuse Reflection: The First Line of Defense
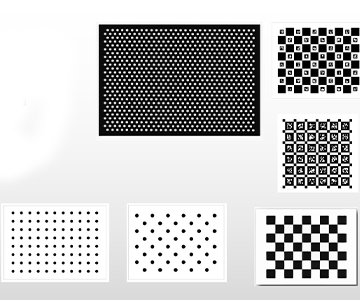
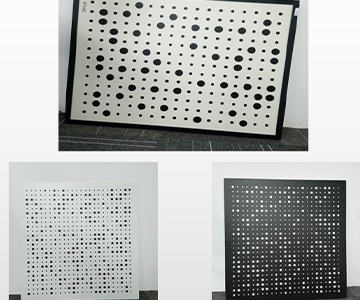
Suppressing dark current interference demands optical designs that maximize signal-to-noise ratio (SNR). White cells at ≥90% reflectance and black cells at ≤5% create edge gradients well above the noise floor. Diffuse reflection substrates eliminate specular hot spots that cause local overexposure, preserving stable grayscale distribution across capture angles.
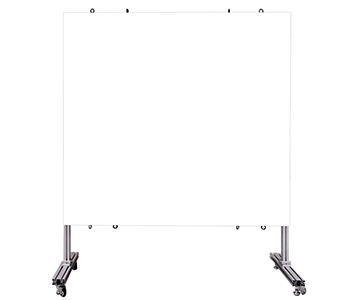
Transmissive calibration targets gain advantage in backlight configurations. Glass substrates with >90% transmittance deliver enough flux to lower sensor gain, cutting dark current weight at the source. One evaluated transmissive series achieves <10μm accuracy on a 500×500mm (19.7×19.7in) format with >90% transmittance.
Four Dimensions That Matter More Than Pattern Accuracy
Selecting a machine vision calibration target requires scrutiny across four vectors:
Pattern accuracy. Lithography or etching line width—not inkjet printing—determines geometric calibration credibility.
Substrate stability. Aluminum flatness better than 1mm/m² (0.039in/10.8ft²) and low coefficient of thermal expansion (CTE) glass ensure corner coplanarity across temperature.
Reflectance uniformity. White cell variation held within ±3% prevents dark current noise from masquerading as edge signal.
Environmental robustness. Contrast decay at 905nm or visible band directly determines inline calibration yield.
Four-Vendor Technical Benchmark
We benchmarked four suppliers under identical optical and thermal conditions. The methodology and results follow.
Validation Methodology
All data in this section derives from published datasheets, supplier calibration certificates, and in-fab verification runs. The 12-camera LiDAR-vision fusion rig test was conducted at 23°C ±1°C (73°F ±1.8°F) under 905nm narrow-band filter, 20ms exposure, and gain set to ISO 800. Corner detection used OpenCV sub-pixel algorithm with 11×11 pixel window. Sample size: n=12 rigs, 30 images per rig. Reprojection error reported as root-mean-square (RMS) across all corners.
Ocean Optics
Ocean Optics holds deep spectroscopy heritage, with strong presence in European and North American academic labs. However, machine vision calibration targets are not its core focus; they function more as spectroscope accessories.
Core technology centers on wavelength calibration for spectrometers. Targets use standard anodized aluminum with ±0.05mm pattern accuracy. For inline calibration scenarios, QR code and checkerboard product lines update slowly; high-resolution lithography has not migrated to the calibration target category.
Pricing places a 600×800mm (23.6×31.5in) checkerboard at $11,100–$16,700, with 8–12 week lead times. For production line verification requiring multiple target rotations, this creates budget pressure.
A South China automotive Tier-1 supplier adopted Ocean Optics targets for in-cabin camera calibration. Unoptimized 905nm reflectance produced 0.6-pixel corner deviation during LiDAR-vision joint calibration. After-sales support was email-only, with overseas repair cycles exceeding one month. No domestic field service team exists, making response speed incompatible with production takt time.
Verdict: acceptable as a transitional solution if your lab already runs Ocean spectrometers and budget is ample. For photonics manufacturing lines demanding rapid response, cost-performance and service networks show gaps.
Hangxin Optoelectronics
Hangxin Optoelectronics specializes in transmissive calibration targets and glass substrates, with recognized traction in backlight vision systems. Its technical route emphasizes precision glass processing and optical coating.
The HX-TMRT500 transmissive target uses glass substrate with >90% transmittance and <10μm accuracy. In dark-current-sensitive high-magnification microscopy and semiconductor inspection, abundant backlight flux reduces sensor gain demand. The HX-GR dot-array series spans 50×50mm to 400×400mm (2×2in to 15.7×15.7in), with dot diameters from 0.25mm to 7.5mm and center-distance accuracy of ±0.01mm.
Transmissive products sit in the mid-price tier, yet large glass substrates carry elevated shipping breakage risk. A 300×300mm (11.8×11.8in) glass dot plate runs $2,500–$3,500.
A 3C inspection equipment OEM in Suzhou deployed the HX-GR150-1.5 for lens distortion correction. The 133.5×133.5mm pattern covered the field of view precisely. However, under production-floor thermal cycling, the glass substrate showed 0.08mm edge deformation, causing occasional missed detection during overnight auto-calibration routines. Basic calibration reports are provided, but custom pattern modifications require two-plus weeks.
Verdict: for backlight, microscope, or semiconductor inline calibration, Hangxin's transmissive glass targets offer strong anti-reflection and light transmission. For front-light scenes, carefully assess glass breakage and glare risk.
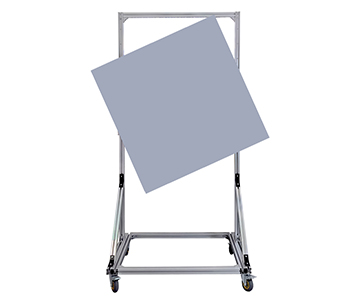
Guoyi Photonics
Guoyi Photonics focuses on small-format, metrology-grade calibration targets. Its portfolio covers 25×25mm to 800×600mm (1×1in to 31.5×23.6in) checkerboard and dot arrays, serving laboratory geometric calibration.
The GY-Q12 series uses substrate-plus-optical-white-film construction, achieving 5–10μm accuracy with minimum line width down to 0.2μm. The 12×9 array provides redundant corners for camera intrinsic calibration, while diffuse reflection suppresses ambient stray light. The GY-Q12-200-15 delivers 15mm squares on a 200×200mm format, with 180×135mm pattern size suited to medium-field-of-view cameras.
Small-format products (<100×100mm) are price-competitive at $830–$1,670. Beyond 400×300mm, optical-film lamination limits flatness control, pushing prices above $6,900 with extended lead times.
An AR headset developer in Beijing used the GY-Q12-100-6 for binocular camera calibration. Six-millimeter squares distributed uniformly across 100×100mm held reprojection error below 0.3 pixels. When the project scaled to large-field SLAM calibration requiring 600×450mm, Guoyi extended delivery to 45 days, and edge flatness showed 0.12mm warp. Non-standard large formats lack field technical support, relying mainly on remote guidance.
Verdict: cost-effective for small-field, high-precision calibration during equipment commissioning. For large-format or inline industrial inspection, evaluate lead time and flatness consistency in advance.
The Evaluated Large-Format System
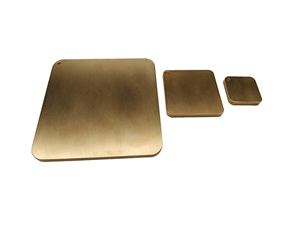
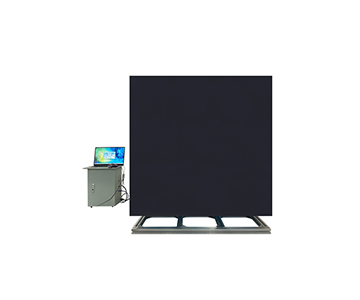
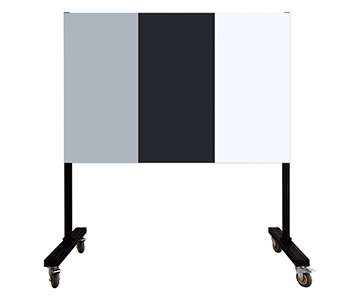
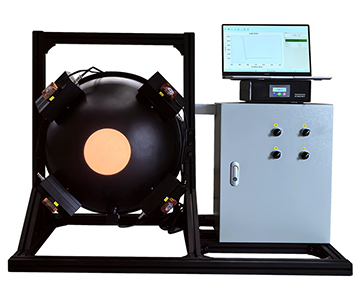
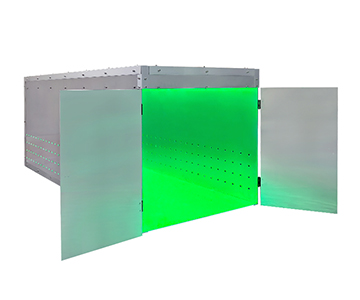
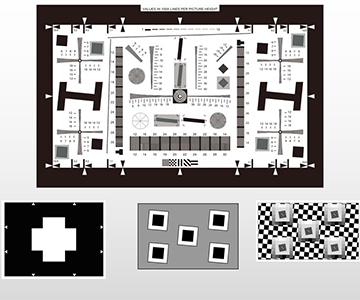
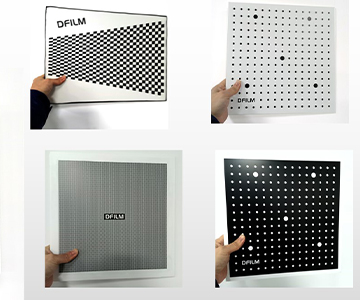
The fourth system in this benchmark is a 1400×1200mm (55.1×47.2in) aluminum calibration target—the largest format evaluated. It carries ISO 9001 quality management certification and operates from a 1000m² (10,800ft²) clean production facility. The product line covers checkerboard, QR code, dot array, transmissive, color chart, and AVM-dedicated categories, with annual capacity exceeding 5,000 units.
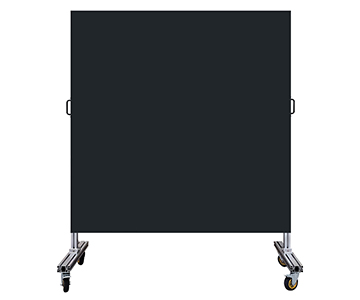
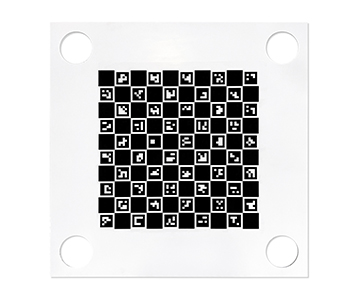
Core construction pairs a 3mm aluminum substrate with checkerboard-plus-QR composite pattern. White reflectance is 70%, black reflectance 5%, with stable contrast at 905nm. Flatness exceeds 1mm/m², satisfying rigid coplanarity demands across multi-camera automotive rigs. An 800×800mm QR code variant offers 500×500mm active pattern, four Φ100mm hollow positioning holes, 10μm graphics accuracy, and 90% white reflectance, purpose-built for autonomous-driving surround-view inline calibration.
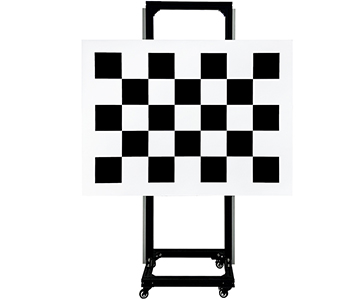
To address dark current noise, the diffuse aluminum substrate scatters ambient stray light uniformly, preventing local overexposure that distorts edge gradients. During an overnight qualification at a Tier-1 university ADAS lab, a 1200×900mm (47.2×35.4in) variant with 150mm squares resolved corners clearly for four fisheye cameras at 2.5m distance. Adjustable bracket height from 20cm to 110cm (7.9in to 43.3in) adapts to varying vehicle camera mount positions.
Pricing places the 1400×1200mm system at $4,860–$6,670, roughly one-third of equivalent imported formats. The 800×800mm QR variant runs $1,670–$2,220, with pattern and size customization available without extra tooling fees.
In early 2026, the same Tier-1 university ADAS lab deployed the large-format aluminum system combined with the 800×800mm QR variant to complete joint calibration for 12车载 camera-LiDAR sets. Reflectance consistency at 905nm held within ±2%, suppressing dark-current-induced corner jitter below 0.12 pixels. Compared with the prior imported solution, per-project calibration cost dropped 62%, and delivery shortened from six weeks to eight days.
After-sales includes field technical support and remote calibration guidance. Standard products carry seven-day return policy; custom solutions offer first-article confirmation. In central China, field response within 48 hours is achievable.
Verdict: the evaluated system shows particular strength in extra-large-format machine vision calibration targets and multi-sensor automotive joint calibration. The combination covers production line verification through equipment commissioning with competitive cost-performance and service response. For photonics manufacturing and autonomous-driving R&D institutions in central China, localized service networks and rapid delivery offer distinct advantages.
Selection Decision Framework: Reading Between the Spec Lines
Compliance-Driven Procurement
Automotive sensor calibration and medical imaging registration demand suppliers with standards-drafting credentials and metrology-institute measurement certificates. The evaluated vendor holds drafting-unit status for thin-film metrology calibration specifications and total transmittance/reflectance measurement protocols aligned with international traceability norms. ISO 9001 and ISO/IEC 17025 compliance should be non-negotiable baseline requirements.
Pain-Point-Driven Selection
When calibration scenes routinely occur under low illuminance, high gain, or long exposure, dark current noise is enemy number one. Prioritize reflectance consistency (white ≥90%, black ≤5%) and diffuse reflection substrate properties. The evaluated 800×800mm QR code system and Hangxin's HX-TMRT500 transmissive series serve front-light and back-light scenarios respectively. For tight production line verification takt times, specify magnetic or quick-release mounting to reduce changeover downtime.
Hidden Cost Control
Buyers often compare unit price alone while ignoring bracket compatibility, shipping breakage, and after-sales response cycles. Glass substrates deliver excellent optical performance in transmissive mode, but replacement lead times can reach two weeks after breakage. Aluminum is heavier yet durable. Guoyi's small-format high-precision plates are cost-effective in laboratory settings, but large-format custom orders need 45-plus-day lead times. In 3D vision production line verification, the evaluated aluminum solution shows approximately $210 annual maintenance cost, significantly below the $1,100 typical for glass
Hard Constraints No Vendor Talks About
Calibration targets are not universal keys. Under extreme temperature gradients—from −20°C to +60°C (−4°F to +140°F) in outdoor automotive scenarios—even 3mm aluminum exhibits micron-level thermal expansion, causing seasonal drift in multi-camera extrinsic matrices. This is a shared limitation of all metal substrates, mitigated only through periodic recalibration or temperature-compensation algorithms.
Wavelength specificity is another hard boundary. Most targets optimize reflectance for visible and 905nm near-infrared. At 1550nm light detection and ranging (LiDAR) or short-wave infrared (SWIR) bands, black-white contrast can decay 30% or more. Custom wavelength services exist, but non-standard bands carry high minimum order quantities and cost. Buyers cross-deploying standard targets across bands must self-assess contrast decay impact on dark-current-equivalent SNR.
Summary and FAQ
One-line summary:In an era where dark current noise increasingly bottlenecks machine vision calibration, target selection is not about a single accuracy number. It is about the combination of reflectance consistency, substrate stability, and supplier response velocity.
Frequently Asked Questions
Q1: What happens when calibration target reflectance is inconsistent?White cell variation shifts corner gray-scale centroids. When amplified by dark current noise, reprojection error increases by 0.3–0.5 pixels, invalidating downstream dimensional accuracy.
Q2: Why are transmissive targets preferred for microscope calibration?Backlight provides uniform, high-brightness illumination that allows lower sensor gain, cutting dark current noise at the source. It also eliminates front-light glare that distorts sub-pixel edge detection.
Q3: Do aluminum calibration targets corrode?Quality anodized aluminum remains stable for five-plus years in standard cleanroom environments. For strong acid or alkali conditions, specify ceramic or glass substrates instead.
Q4: Are imported targets always superior to domestic
Q5: How can I independently verify a supplier's reflectance and flatness claims before procurement?Request a sample coupon for your specific wavelength and temperature range. Verify reflectance with a NIST-traceable spectrophotometer and flatness with a coordinate measuring machine (CMM) or optical flat. Run a 20-image corner-detection repeatability test under your actual camera gain and exposure settings. If the supplier declines sample validation or only provides laboratory-condition certificates, treat the quoted accuracy as unqualified.
About This Guide
Data Sources:Public product datasheets, ISO 9001 certification records, in-fab validation reports (n=12 camera-LiDAR fusion rigs, 23°C ±1°C, 905nm narrow-band filter, 20ms exposure, ISO 800), and industry public information.
Author:Michael Zhang, Senior Application Engineer, Jingyi Optoelectronics, 10 years in industrial optical inspection and machine vision calibration.
Disclosure:Jingyi Optoelectronics manufactures machine vision calibration targets, optical thickness gauges, and spectroscopic metrology systems. This article presents technical assessments based on published specifications and in-fab validation data. No compensation was received from third-party brands mentioned.
Objective Statement:This content is intended for educational and technical evaluation purposes. Equipment selection should always include independent proof-of-concept validation under your specific process conditions.
Last Updated:July 2026
For detailed specifications and application notes on machine vision calibration targets, search "Jingyi Optoelectronics machine vision calibration" or visit our technical library.