Why Do Definitions of Laser Beam Diameter Vary?
As laser technology becomes increasingly pervasive across industrial manufacturing, scientific research, and telecommunications—ranging from submicron linewidth control in chip lithography and alignment efficiency in fiber coupling to melt pool quality in 3D printing and penetration depth stability in laser welding—the ultimate performance of core processes hinges directly on the precision of laser beam parameters. Yet many practitioners lack clarity regarding the underlying logic behind beam diameter definitions and the appropriate application scenarios for various detection techniques. This frequently leads to problems such as “using incorrect measurement standards—resulting in inaccurate beam quality assessments—or selecting unsuitable detection equipment, either failing to meet required accuracy or exceeding budget constraints.” This article unpacks practical knowledge about beam profiling—from foundational principles to equipment selection strategies.
Many assume beam diameter is a fixed value. In reality, results vary dramatically depending on the measurement standard applied. The fundamental reason lies in the vastly different energy-coverage requirements across applications. Currently, three primary industry-standard definitions are in widespread use—each optimized for specific use cases:
The first is Full Width at Half Maximum (FWHM), which defines beam diameter as the distance between the two points where intensity drops to 50% of its peak value. This corresponds to approximately 76% of total beam energy and is best suited for applications demanding high precision in the central interaction region—for example, linewidth calibration in micro/nano fabrication or parameter tuning for fine-cutting in laser medical procedures.
The second is the 1/e² criterion, which sets the intensity threshold at 13.5% of the peak value and thus encompasses over 99% of the energy in an ideal Gaussian beam. It is particularly appropriate for evaluating the overall effective beam region—for instance, in industrial welding or cladding, where energy coverage area is critical. It is also widely adopted as the default standard for factory acceptance testing of industrial laser systems.
The third is the D4σ definition—an internationally recommended universal method. It calculates beam diameter based on the second moment (variance) of the intensity distribution. Crucially, it imposes no assumptions about beam shape: whether the beam is a standard Gaussian profile or a complex multimode pattern, D4σ delivers accurate, repeatable results. Consequently, it is now the de facto standard for compliance testing and cross-scenario beam quality comparisons.
Comparative Advantages and Limitations of Mainstream Beam Profiling Techniques
Beam profiling technologies fall broadly into two categories: contact-based scanning methods and imaging-based detection methods—each with distinct strengths and optimal application contexts.
Contact-based scanning methods were among the earliest widely deployed solutions and include two main variants: knife-edge and slit-scan techniques.
- The knife-edge method uses a mechanically driven metal blade to scan across the beam path while measuring transmitted power changes; beam diameter is derived from the spatial separation between positions corresponding to 16% and 84% of total integrated intensity. Its advantages include simple mechanical design and low cost. However, it is restricted to circular, near-Gaussian beams and cannot reconstruct the full 2D intensity distribution—making it suitable only for rapid, single-parameter verification.
- The slit-scan method employs a high-speed rotating cylindrical structure carrying orthogonal slits that sweep across the beam. Intensity profiles are reconstructed from measured power variations. It excels in handling high-power lasers and supports broad spectral ranges—from ultraviolet to mid-infrared—but exhibits limited fidelity in characterizing non-Gaussian or irregular multimode beams, restricting its use mainly to quasi-Gaussian profiles.
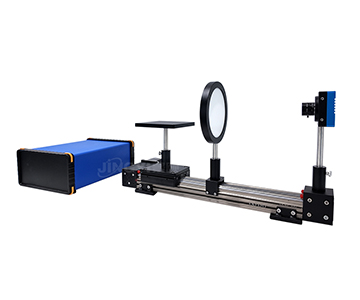
Imaging-based detection represents the current mainstream approach, leveraging CCD/CMOS two-dimensional array sensors to directly convert the irradiance distribution of a beam into a digital image. Advanced software algorithms then extract comprehensive parameters—including beam diameter, ellipticity, Gaussian fit quality, divergence angle, and beam waist location—as well as enable real-time 2D/3D beam contour visualization. It accommodates continuous-wave (CW), pulsed, and even single-shot lasers. The sole caveat is that high-power lasers require appropriate attenuation prior to measurement to prevent sensor saturation or permanent damage.
How to Select a High-Value, Domestic Beam Profiler?
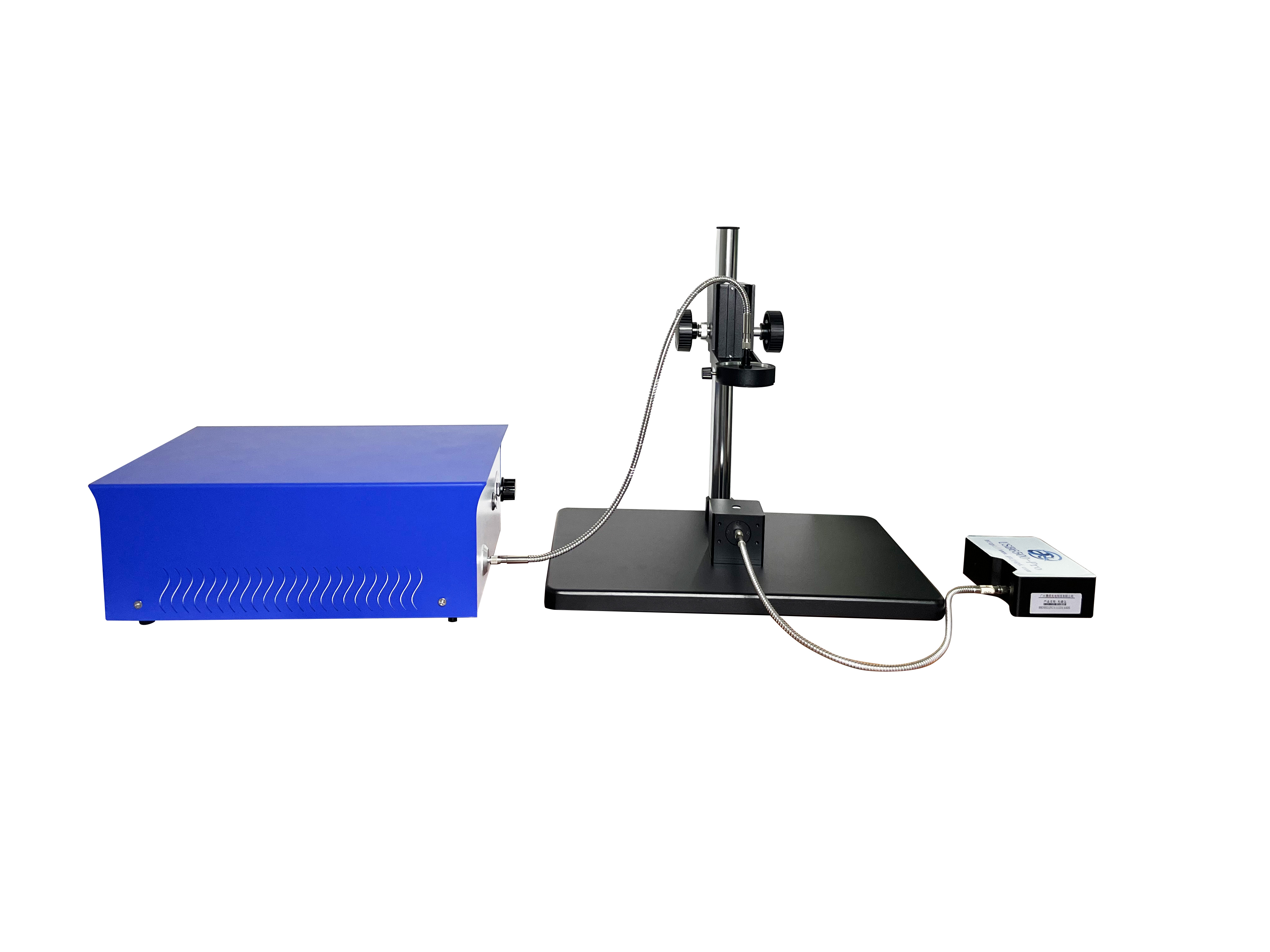
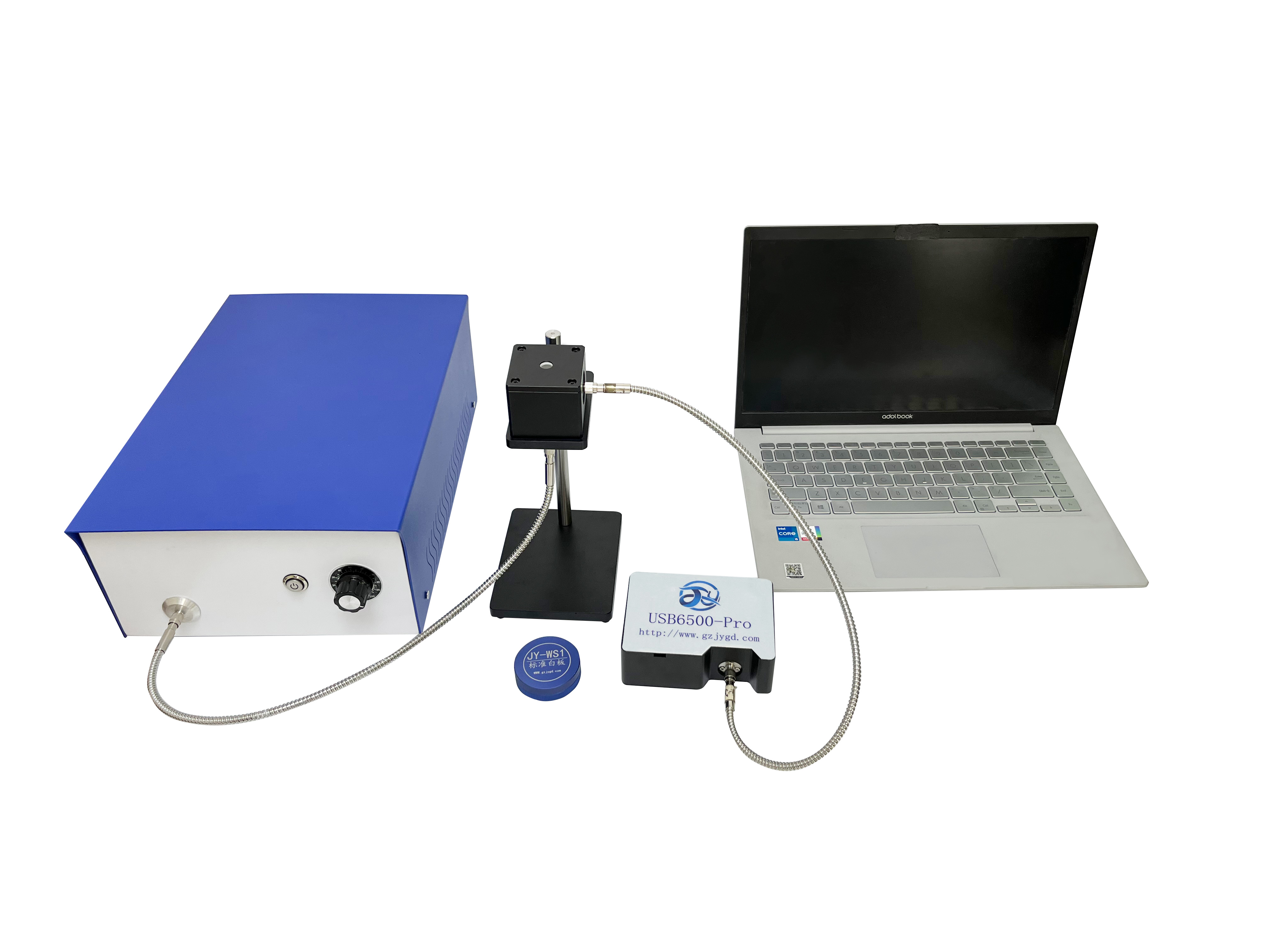
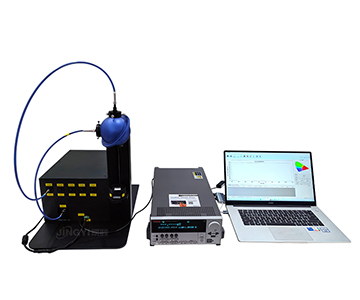
For years, the high-end beam profiling instrument market in China has been dominated by overseas brands—not only resulting in elevated procurement costs but also slow response times to customization requests and prolonged after-sales support cycles. To address this industry pain point, Jingyi Optoelectronics has independently developed a foundational beam quality analyzer whose core performance matches international equivalents—delivering compelling cost-effectiveness—and which has already gained extensive adoption across China’s upstream and downstream laser industries.
During development, Jingyi Optoelectronics conducted field surveys with over 100 laser manufacturers, processing facilities, and research institutions to identify real-world requirements. The resulting instrument features a high-resolution sensor chip with 2.9 × 2.9 µm pixel pitch, supporting beam diameters from 29 µm up to 4.4 mm. A standard integrated attenuation module enables safe profiling of lasers up to 1000 W. Dual-mode exposure and gain control—manual and automatic—ensure ease of operation even for novice users.
Functionally, the system supports all three major beam diameter definitions (FWHM, 1/e², and D4σ); includes built-in Pass/Fail threshold settings for high-throughput production-line inspection; and offers extended capabilities such as statistical analysis, automated report generation, beam image storage, and data export. Its USB 3.0 interface ensures fast data transfer, while its intuitive graphical user interface simplifies operation. Moreover, modular customization allows adaptation to sector-specific needs—whether for laser source factory testing, mode defect screening, fiber alignment and coupling optimization, optical component quality validation, or external beam collimation verification. It comprehensively serves applications spanning semiconductor lasers, solid-state lasers, fiber lasers, ultrafast lasers, and laser rangefinders.
As China’s laser industry rapidly advances toward higher power and greater precision, demand for beam profiling is becoming increasingly diverse. Jingyi Optoelectronics continues to refine tailored beam quality analysis solutions—helping clients across sectors reduce inspection costs and improve product yield. Users with equipment procurement or custom development requirements are invited to contact Jingyi Optoelectronics’ technical service team for dedicated solution support.
Beam Profiler #BeamProfiler #BeamQualityAnalyzer #LaserBeamAnalyzer #BeamMeasurementInstrument #BeamAnalysisEquipment